OMG WASN’T THAT AWESOME? IT WAS TOTALLY AWESOME. I THINK IT WAS AWESOME AND SO CAN YOU.
If you don’t know what’s going on, obviously I’m talking about the BattleBots Season 2 “premiere”, which I put in large airquotes because I don’t believe in “teaser episodes“. It’s episode two, dammit! Help ensure there’s a #season3 by finding your legitimate source of TV shows!
I honestly think the editing was way better this time than last, which is good to see that lessons have been learned. For one, the ratio of “builder hype” to fights was much better. I think they could have changed some of the matches being shown, but it’s likely that they need to conserve builder profiles for future episodes for the bots that did well. Another improvement is audio – last seasons sounded obviously “enhanced”, let’s put it that way, but whatever new sound recording setup used this year was able to capture the robot noises very authentically, perhaps best illustrated by the drum of Minotaur. Yes, it sounds like that in real life. Furthermore, and perhaps most importantly, the “bot stats” – a.k.a the Tale of the Tape™, has been toned way down. Even during Season 1, I was a huge advocate of them being either removed or reduced in resolution to something like 1/5 or 1/10, because when you get too fine in resolution, people tend to ask why instead of going wow. This time, I only saw them bring brought out if there was need to drive some point home. Lastly, the commentary is way improved, with the interaction between the hosts seeming less contrived in my opinion, and more dynamic. I can only hope that this level of production is able to keep up for the entire season.
But enough about me! Let’s talk about me instead. Here we are in approximately the 3rd week of March. The machined frame was due to arrive any day now, so it was all guns blazing towards finishing the other bot elements!
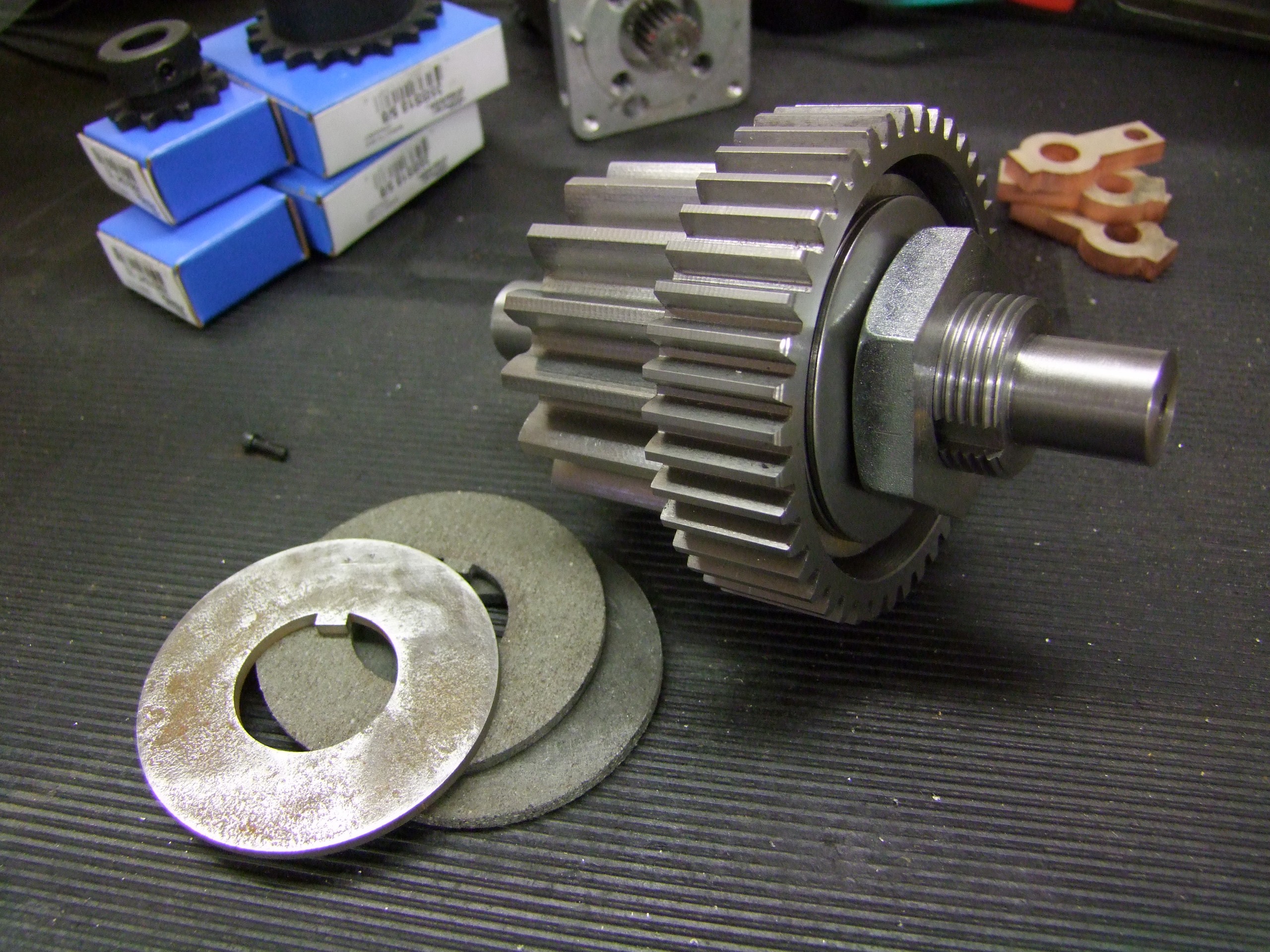
The finishing step towards the intermediate shaft was to waterjet-cut some pressure plates. We simply threw these big keyed washers into the same AR400 4mm plate that the upper clamp arm was being made from. The plates are keyed in order to prevent torque transmission to the pressure-applying disc spring and adjustment nut – without these means, the nut is liable to be rotated by the torque transmission, modifying the clutch pressure.
In between the steel plates and gear are layers of clutch lining. This stuff, basically brake pads bought in Fruit Roll-Up format, is able to scrub and transmit force without tearing itself up, unlike running metal into metal. McMaster sells it with various coefficient of friction ratings – I picked a moderate one such that the clutch has substantial adjustability.
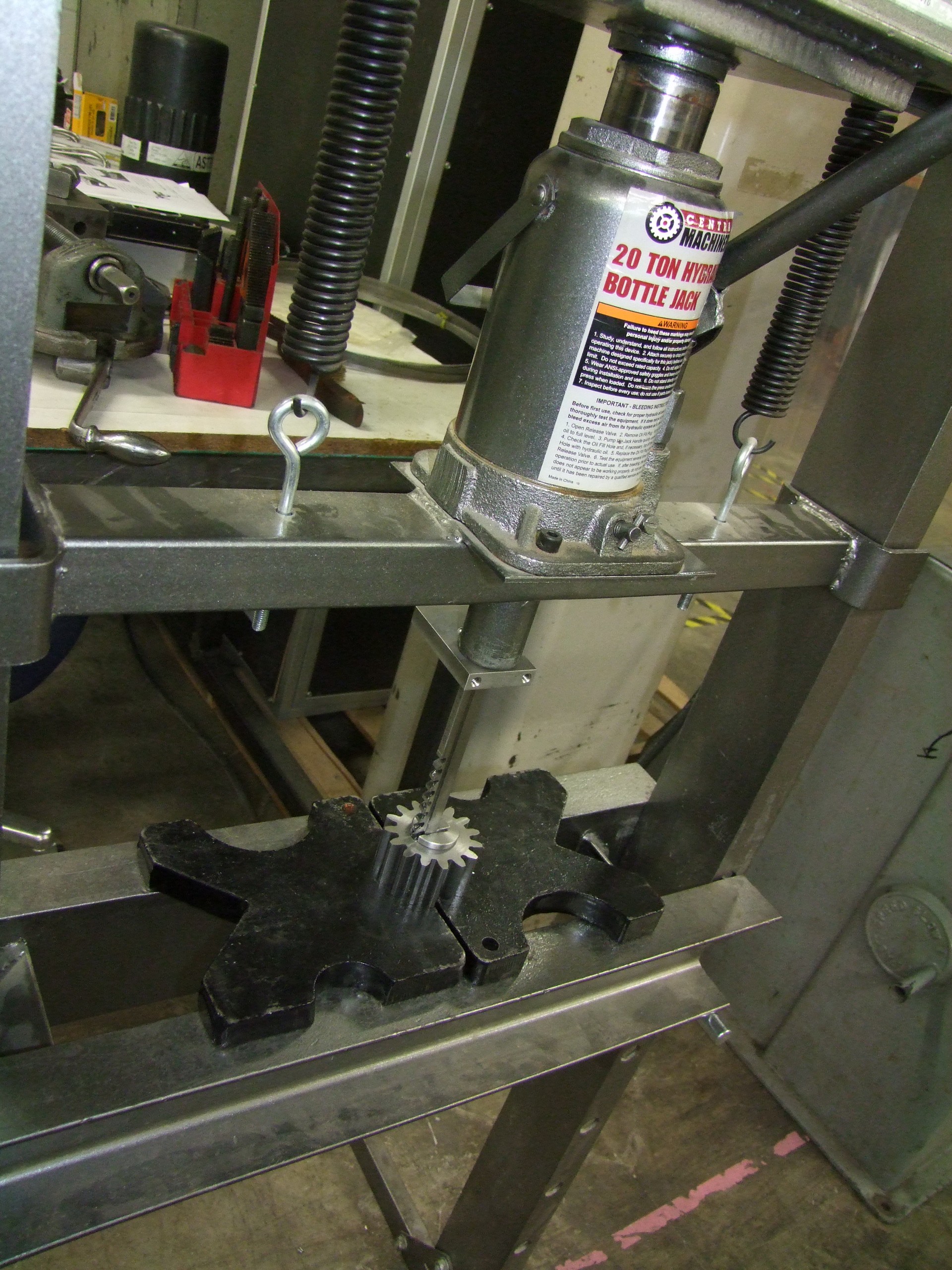
The last task was to broach the EPIC LIFT GEAR for a 1/4″ keyway. Now, with a standard 3 ton arbor press, I have to basically monkey bars off the end of the lever to be able to broach an inch or so of steel with a 1/8″ broach. This gear is 2″ in face width and the key is twice the size in every dimension. So this was done on a hydraulic press. Easy, just a lot of very rapid flicking of the pump lever was needed.
Around this time, some very heavy objects arrived.

Steel! So much steel! Look at my STEEL! This is my real steel! There is no toy steel! Shut up, Megabots. I know you’re judging me.
These plates are grade AR400, a popular and commonly used alloy in the mining, construction machinery, and bulletproof trucks industry. It’s been long favored by bot builders for its high resilience properties – not only does it have higher surface hardness in as-purchased form, but remains easily weldable. The alloy – named Abrasion Resistant for a reason – was developed specifically for tacking dumptruck bodies and armor plates together.
It only recently became more popular in robotland because of the rise of a supplier willing to do precision laser cutting for cheap – Discount Steel. All of a sudden, it seemed like everyone was using it, and Overhaul needed a stiff defense against kinetic weapons, so I jumped on the bandwagon.
Interesting to see that I have 3 different colors of plate from which my parts were cut. ARx is a specification, so many different steel houses make the material with different surface finishes and treatments. The green stuff appeared to be a primer or something, so you can paint your mining shovel right after blasting it together.
Enough cut plates were ordered to make four pontoons.

Oh, once the romance of the pieces wore off, it was time for the long drag of marriage. I was reminded of why I don’t build things from steel now. Steel needs welding, welding needs surface prep, and surface prep is what turns you into the fucking Dark Side. It took several hours of dedicated angle grinding to clean the edges of the ABRASIVE. RESISTANT. THEY NAMED THIS ABRASION RESISTANT FOR A REASON steel plates.

Out of a thinner gauge of AR400 that Discount Steel did not offer (Roughly 0.140″ to 0.150″, so I called it 4mm) comes the clamp arm parts! These were waterjet-cut in house, and once again, cleaned up using angle grinders and flappie wheels.

This is a cleaned up arm part. Now, it didn’t need to be actually this clean, but the job was passed onto the very excitable Matt. Biology bros are sure thorough!

I spent a while trimming the series of tubes from last episode into the proper lengths. In the case of the large 4″ arm base tubes, no one single saw in the place could cut either all the way through or cleanly, so they were finish machined. To prep them for welding, a quick pass across the belt sander to scrub the ends clean was all it took. Yeah, it sounds all simple, but this was 3 days or so of my life being filled with tubes.

Not just those tubes – the square skeleton tubes of the arm also had to be cut. They were first roughly sawn to shape with a…. Oh, by the way, here’s how you cut a 60 degree bevel on a saw only capable technically of doing 45 degrees. These arm tubes also needed bevels on both sides, so after the abrasive saw came the cold saw, which is more precisely adjustable by angle. Hot saw, then cold saw… Repeat about 12 times for two long arm pairs and one pair of short arms…
tubular.

The first cohesive chunk of the bot emerges! This is a finished top clamp arm, minus ears.
No, those aren’t my welds.
All of the welding work on this bot was hired out to Skunk, a resident welding wizard and bike chef of the Artisan’s Asylum. I made the decision after the stark realization that it was going to be very painful for me to weld everything on this bot. What I discovered in my past experience with welding is that I don’t really have the patience to do it well. I can both TIG weld and MIG weld in steel (let’s not talk about aluminum), but the finesse needed to do it correctly escapes me. My preferred welding method is “giga-MIG”, as we tend to call it in my circle – crank the MIG welder up and insert approximately 1 spool of wire into your workpiece!
Hey, it worked for Sadbot, but for Overhaul’s more nuanced welds in thinner material…
You know, if you get Skunk to weld it, it might actually work!
– Rob Masek, when he was still Artisan’s Asylum Facilities Manager
Words of wisdom from Rob!

Skunk not only welded up the clamp arm, but all four pontoons, stitching the tab-and-slot edges shut. There wasn’t any finishing with a grinder needed at all. I was not looking forward to the hours of angle grinding that were going to be needed if I began farming ferrous banana slugs on this thing. I would have cornered the market in steel slugs, that’s for sure!

Then there were the arms. Skunk termed them “the most welded objects I’ve ever welded” and this was a completely accurate description – every possible seam was welded thoroughly. Once again, zero cleanup of any sort was needed.
Heaven forbid I ever get this good at something, eh? Honestly, seeing this work was one of my slap-in-the-head moments. I am definitely a Jack-of-Most-CAD-Programs, but I don’t think I have any outstanding skill that anyone else who builds stuff all the time wouldn’t have. You think I’m invulnerable? No, I’m probably one of the most insecure designer/engineers you’ll meet.
March 24th, 2016 was a joyful day.

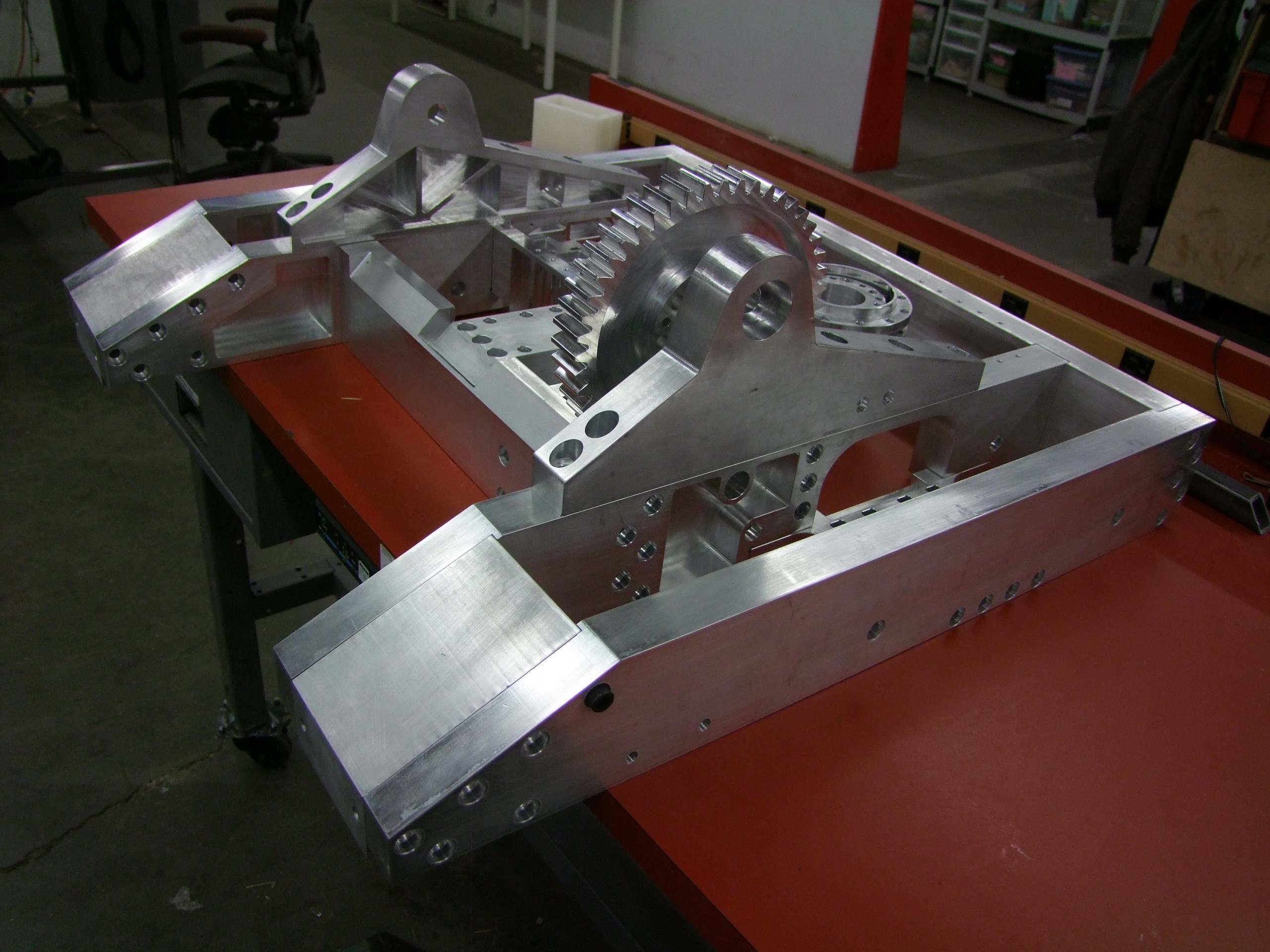
It’s here. Oh my Coincident-mate, it’s here. The thing. The part that actually matters. It’s THE robot.
Without the frame, there would be no robot.
Full disclosure: At the 2nd week of March mark, my contract shop was having schedule-keeping questions and asking me if the delivery could be delayed. Again, this was a production CNC shop that I had make things like DeWuts and RageBridge heatsinks and the like, and here I was tying up their machinists with two dozen nearly one-off parts that required CAM, setup, and stock trimming for each.
There was some back and forth, and I ultimately accepted a delivery date slide of a few days (from March 21th to the 24th, basically). During this harrowing time, I blitzed out an emergency “bailout frame” to be done up by Discount Steel in AR400 plate. It had all the mounting points and features, but was just brutalist steel squares.
Luckily, this is as far as that design ever got before I received the frame parts. Remember, this is how shameful it could have all been.

Okay, that’s mean. I don’t want to knock on steel unibody bots; they work fine, but going from billet to gorillawelds to me was taking a massive step back, and addtionally, forcing the expenditure of another 4-figure sum to get the order rushed and air-freighted while also having to pay for the machining was an unpalatable scenario.

Rob being Rob immediately jumped into building my robot for me. Thanks Rob! This was actually immensely helpful, because he discovered a few “Sigmas problems” with the frame, such as holes not being tapped quite deeply enough (likely my fault since I specified the thread lengths). I probably forgot to account for tap taper when doing so. The rest of the fitup was great.
{kind=link}
Okay, I think I’m done. I’ll just stare at this for a while. Ignore me.

You can’t build a bot at the Artisan’s Asylum without everyone wanting to pitch in and help! Soon, I had a crew, and we put together a lot of test assemblies to make sure everything worked.
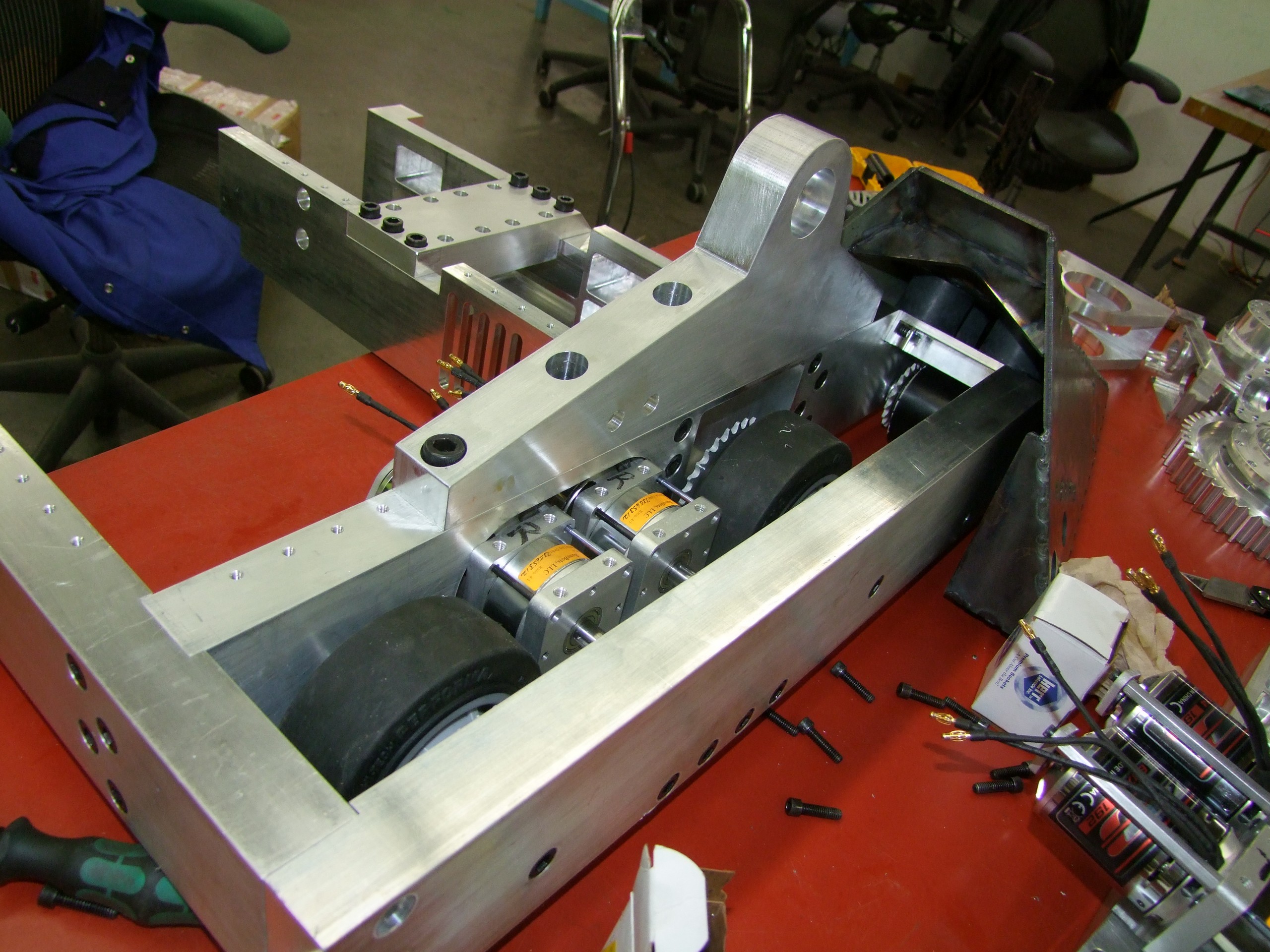
Here, the drivetrain goes in for the first time.
guys it looks like the cad model omg
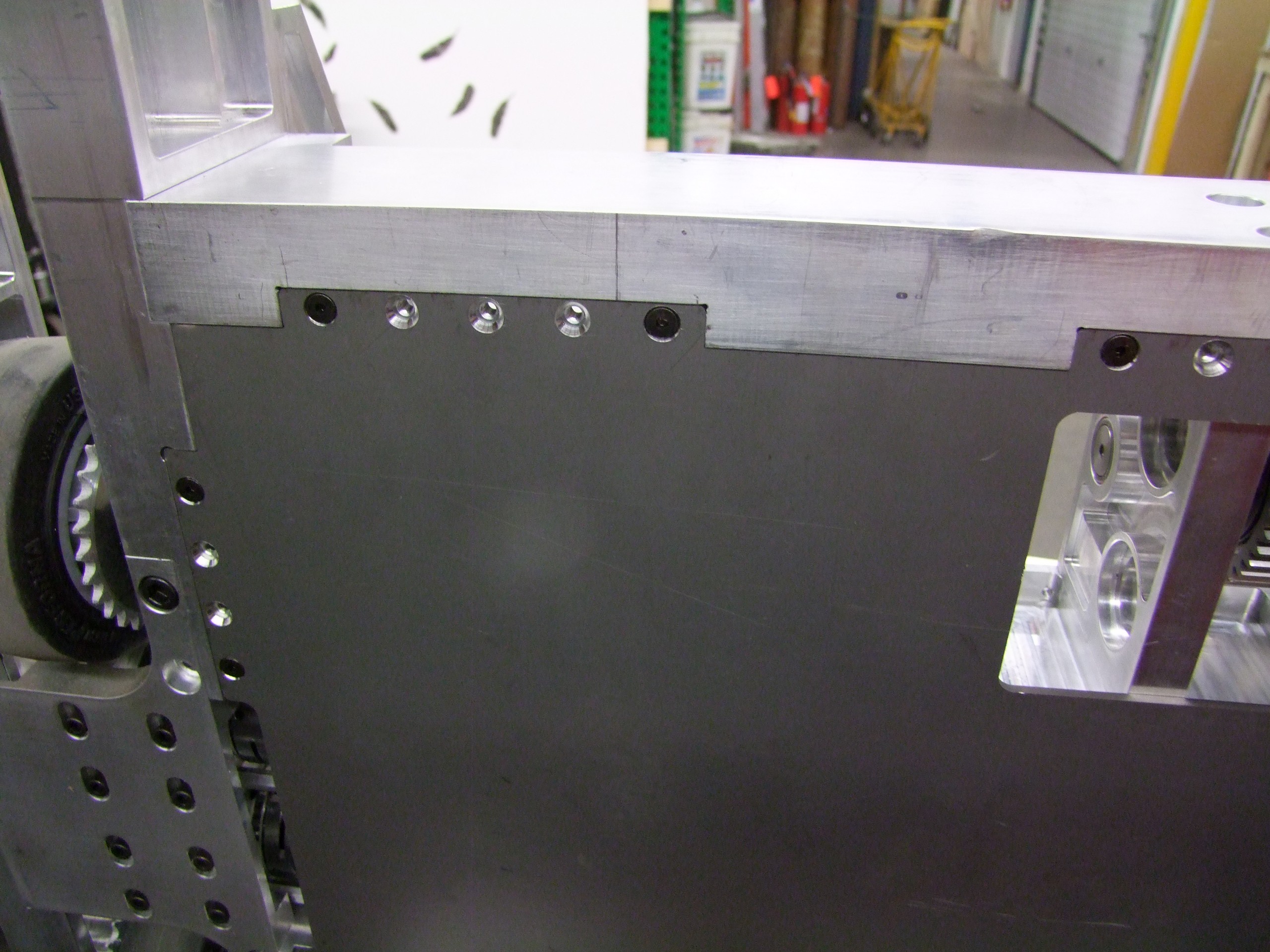
The bottom and top plates were cut from 4mm thick 6Al-4V (Grade 5, because fuck 6 and 4) titanium with a waterjet, and the bottom holes in particular were countersunk using a carbide countersink. The titanium curls that resulted were given out to Asylum members for artistic and FIRE! GLORIOUS WHITE TITANIUM FIRE! purposes.
This baseplate snapped into the fully assembled frame without any fuss. The magic of actually keeping track of your tolerances and anticipating tolerance stackup, ladies and gentlemen! I’ll be here all week month #season3.

Cynthia is seen installing the rubber shock mounts, or wubbies (that’s a technical term), for the final time. The AR400 plate is actually just a millimeter or so too thin to support a countersunk 3/8″ flathead cap screw. I knew the wubbies had chamfered edges on their holes, so I was hoping the two would line up and I wouldn’t have to countersink a big bag of rubber wubbies.
Well, turns out I did. That carbide countersink I bought for $60 to do all the AR400, titanium, and other difficult countersinking jobs turned out to be a great investment! If you look at the mounting holes in the wubbies, you can see they’re all countersunk deeper.
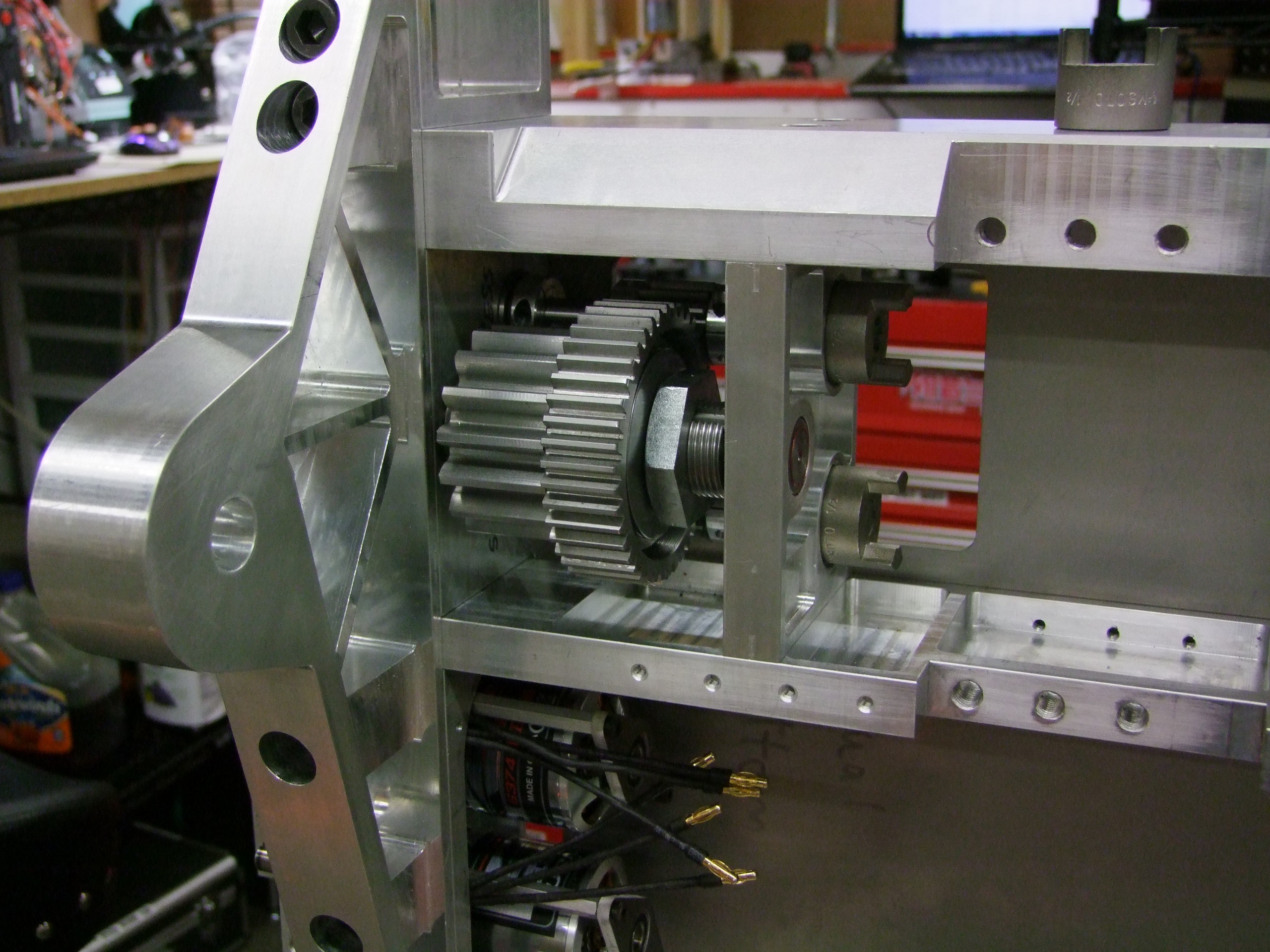
My pride and joy, the intermediate lift shaft, drops into place!
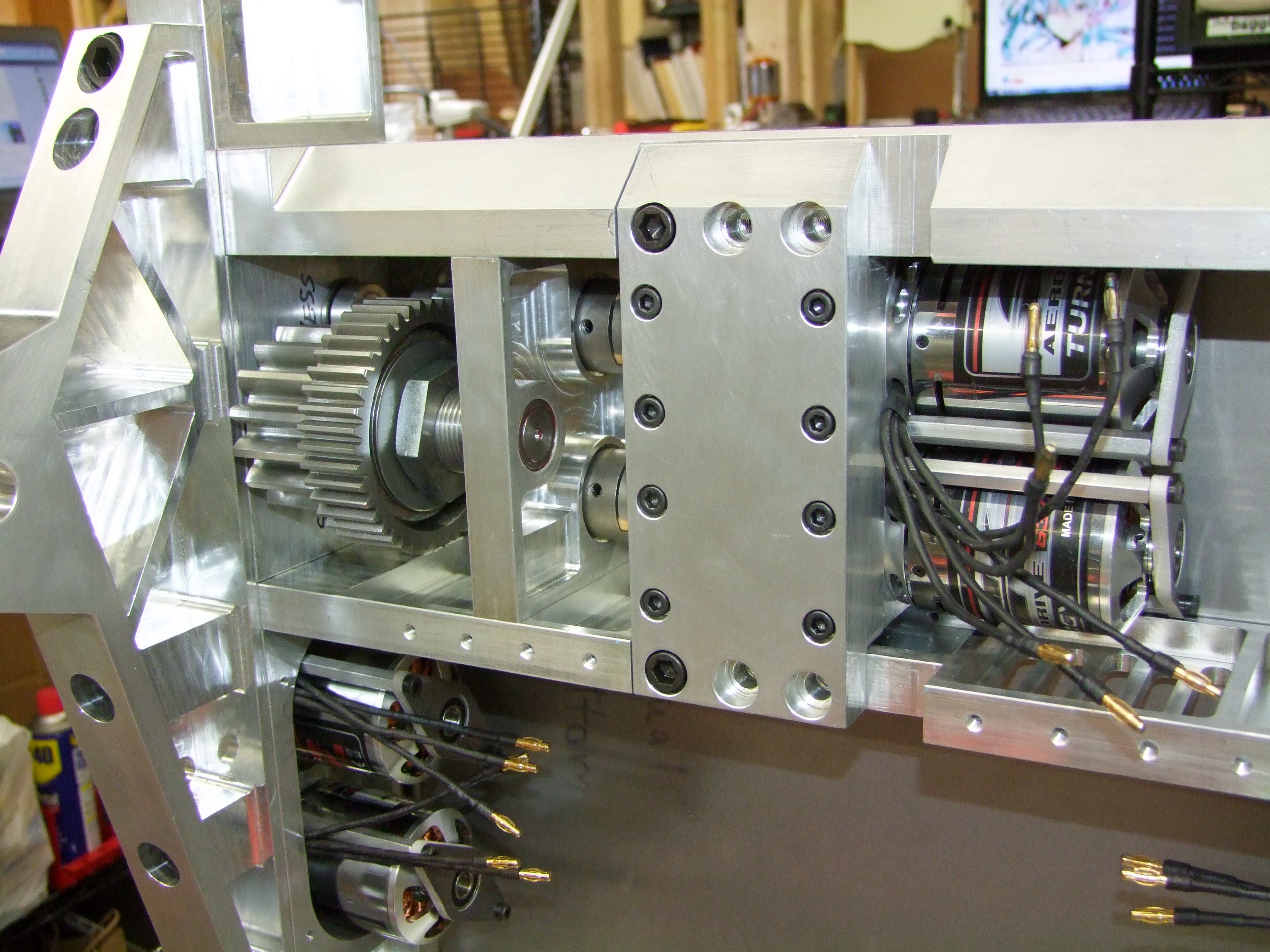
Adding lift motors and couplings now.
This is the “everything bracket” that was detailed in the Electronics buildout post. As it turned out, it was the longest piece ever done on a MarkForged machine! Because why else would you design something so ridiculously long!? I printed one copy, then asked MarkForged to put a full set of spares on their print farm. The fiber backing here is kevlar.

Recall that I had to bail out to using the 160A DLUX controllers after finding out that the 250A model which I’d based my strategy around was no longer stocked. I redesigned the bracket in the electronics box to hold the 160A DLUX instead.
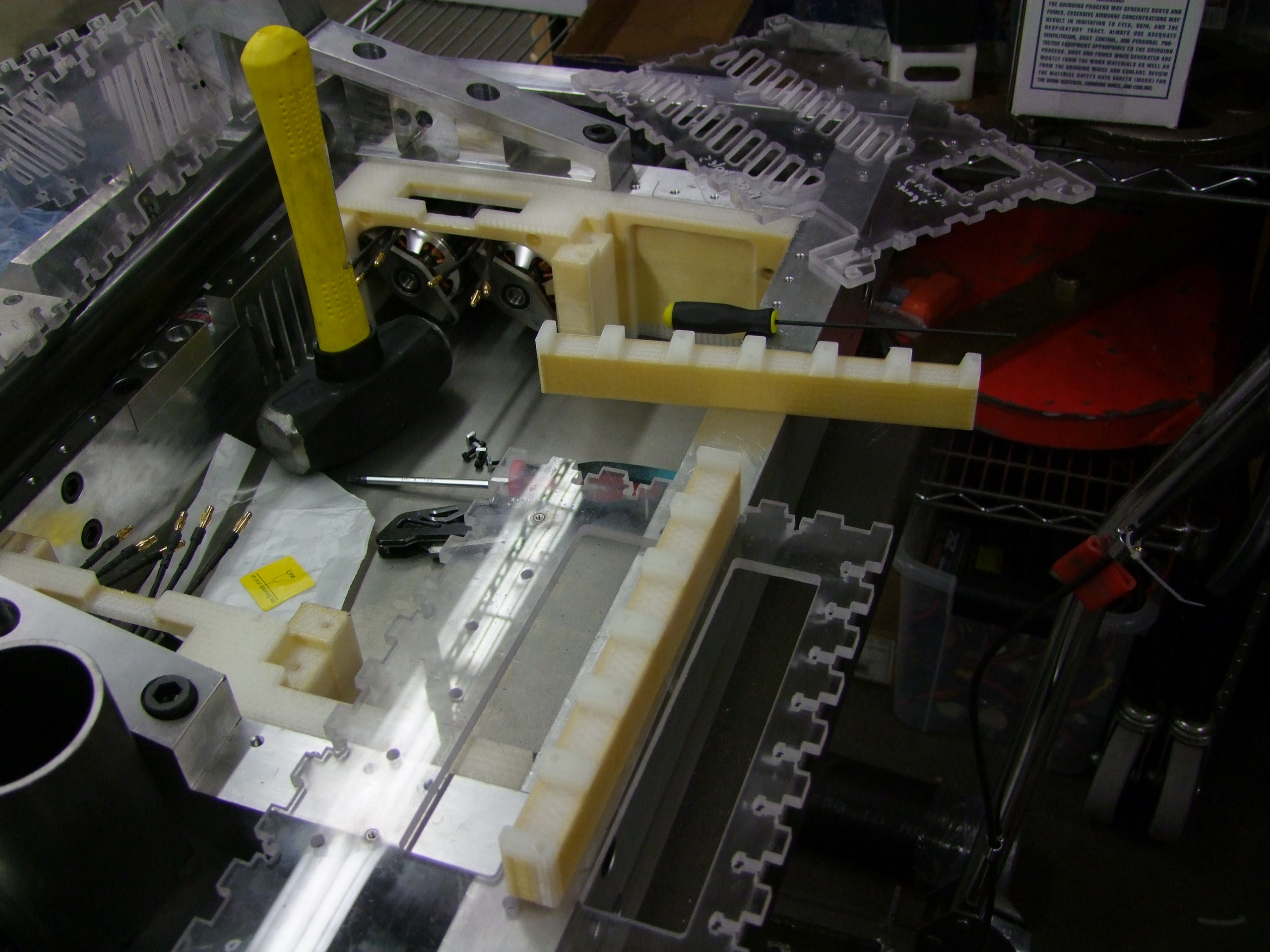
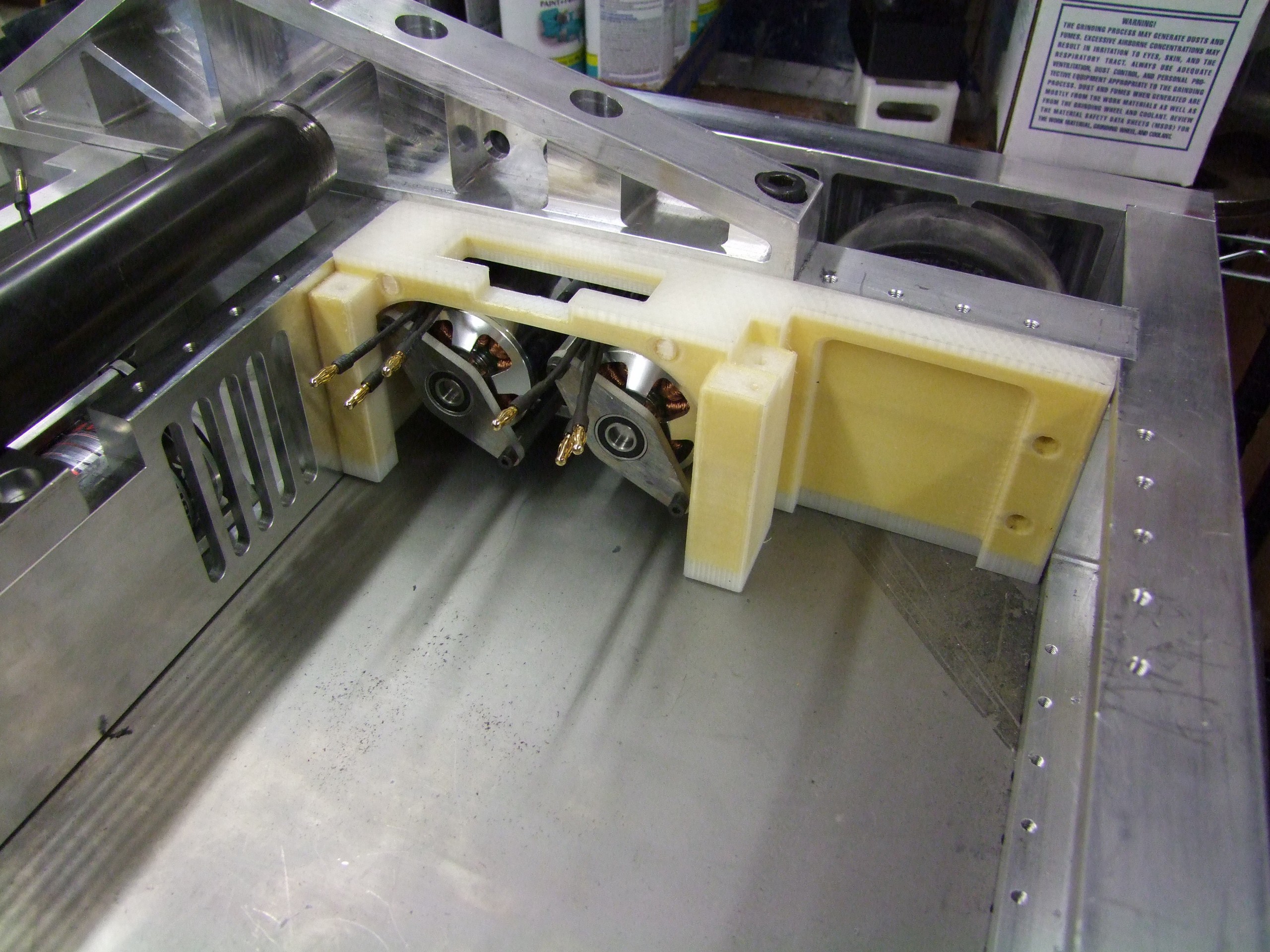
While other parts were coming together, the Mark Two was printing these parts out. Here, I’ve pulled the parts from the machine and am test fitting them to the waterjet-cut polycarbonate (Lexan) electronics casing. Paige and Cynthia took care of most of this waterjet-babysitting offsite.

The previous drivetrain test assembly was just wheels, nothing else. The final assembly meant hooking up chains! I bought a big box of #35H chain with the intent of making several swappable spare chains as we measured and cut each type. Four chains run the drivetrain per side, with three distinct lengths. There’s the center-to-front chain, the longest. Then the middle and rear chains were the same length, and finally the shortest one that bridges the two motors.

After this madness, it was time to start making the remaining details. Remember the nylon logs from the beginning? They were reduced to smaller nylon round things! I will point out that this material is quite possibly the most irritating substance I’ve ever had to machine. Short of hand-ground and sharpened high-speed steel tools, it would not really cut so much as smush annoyingly out of the way, making a large ring of deposited material in the way of your cut. However, I can’t fault it too much, as the parts were dimensionally accurate.
{kind=link}
Other parts that were made in the same sitting included modifying the ball screws for the lift actuators, as well as the main lift shaft endcaps…

…which Shunk quickly attached to the ends of the lift shaft tube. This is 4140 steel endcaps on a 4130 steel tube with 1/8″ walls.
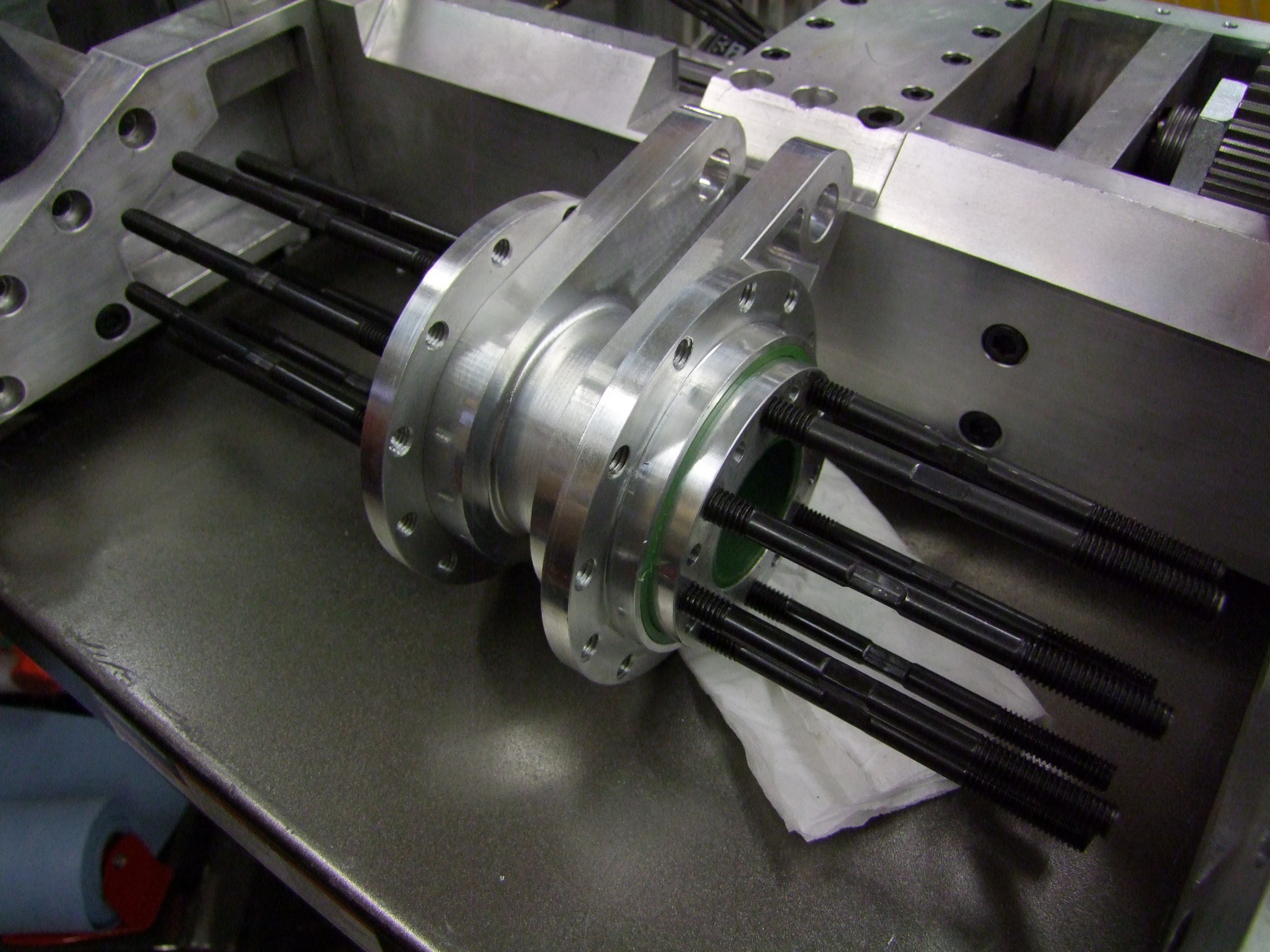
The big engine head studs were installed into the lift hub and the upper clamp hub checked for fit. It’s basically time for the arms to go on now…
In the next episode, the mad rush to the finish and the outlook at the event! I want to clear that early next week, such that once Overhaul’s match with Cobalt airs, I can post the fight analysis, ala Chaos Corps.
Your writing style is absolutely fantastic! I’ve been reading your blog for quite some time now and really enjoy your battlebot buildlog and pictures. Your Instructables and website inspired me to build an electric beer crate racer, from 2020 extrusion, kelly kbs controller, and sk3 motor with one of your hall effect sensor boards (built it about a year ago). Going 25 mph while sitting 10 inches above the ground with a wheelbase of rougly 15 inches is pretty fun, but it’s not a very practical vehicle for commuting overall. I will probably have to convert it into a melonscooter type vehicle pretty soon :). Please keep posting your crazy projects I really enjoy them!
Greetings from Holland,
Benne
Delft University of Technology