After a few days of Just Beasting It, I’m proud to announce that the Make-A-Bot is now making stuff. It’s kind of a change for me to build something useful for once, and it’s also very amusing to watch… I’m not sure why. I’m literally watching plastic melt and set again, but I’m finding myself entranced by the cyclic movements of the build surface. And then a thing just kind of appears at the end.
Am I in the future? What, with DIY Kinect-based virtual reality already here, I might as well be.
At the point which I left it previously, I still needed to finish the Z-axis mechanics and then wire the whole thing up. So after falling over for a while, I decided to just go back to MITERS and not leave until something came out of the extruder. The Z-axis leadscrew is really the only thing I had to machine for real on this build. So far, everything else had been stock components or waterjet/laser-cut flat parts. I think that’s the best I’ve done so far – not even the 2.007 bot could come close to that.

And here it is. The screw is a 3/8″-8 double-start Acme leadscrew (McMaster PN 99030A315) with matching nut. I was going to drill and tap a radial set screw, but decided once more in favor of the Ninja Coupling – drilling the appropriately sized smaller bore, slitting the end of the leadscrew all the way across, then applying a 3/8″ shaft collar around the slit and tightening it down around the motor shaft. Besides Fankart, this has also been my choice of attack against my Die Holder of Convenience and Überclocker’s original arm drive.
I like the Ninja Coupling. Perhaps too much.
The operation was completed on the venerable MITERS Bridgeport with my standard set of tools. Unfortunately, I neglected to take a picture of the actual machining process, but it was the exact same as pictured in the other projects anyway.
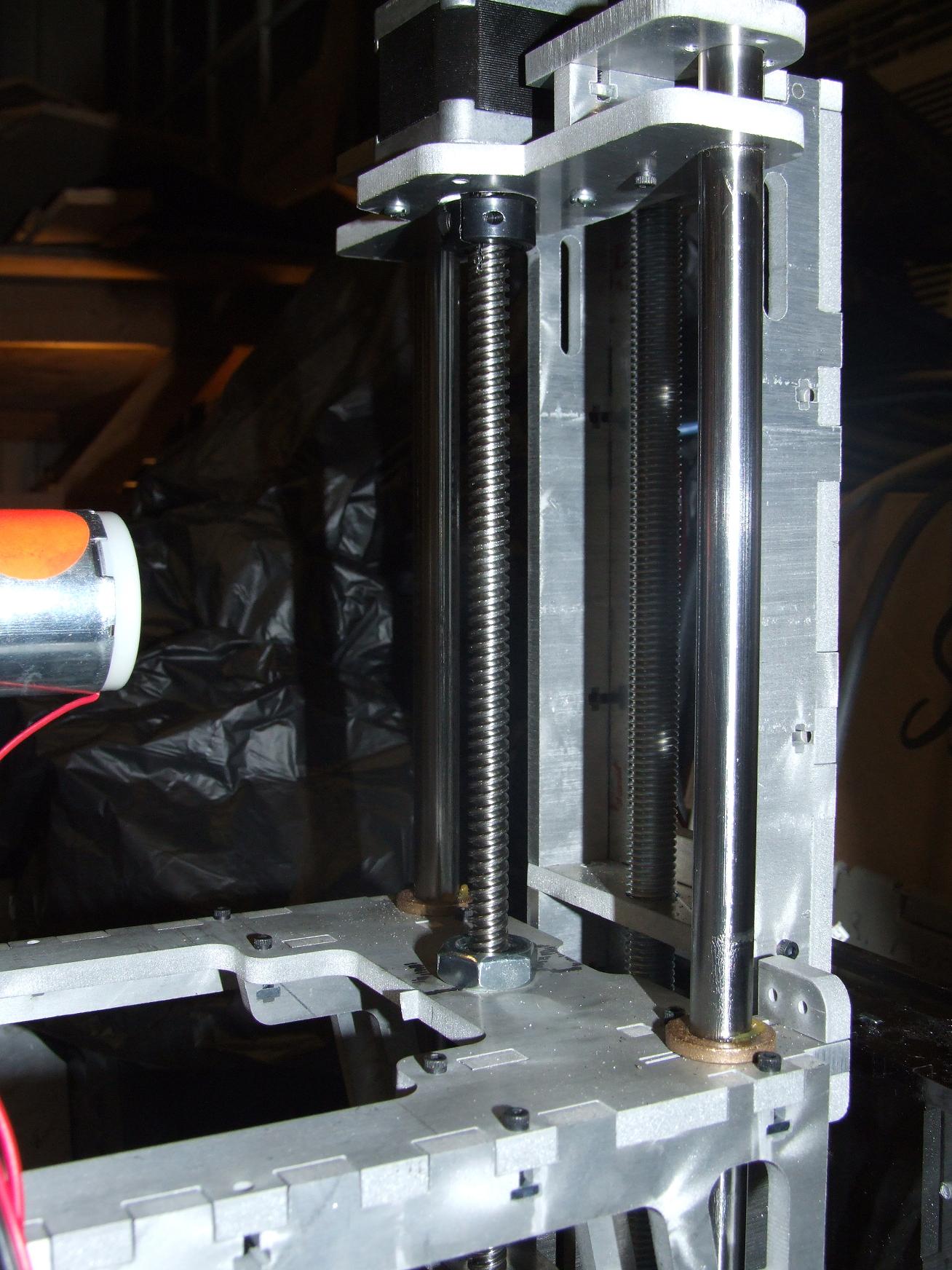
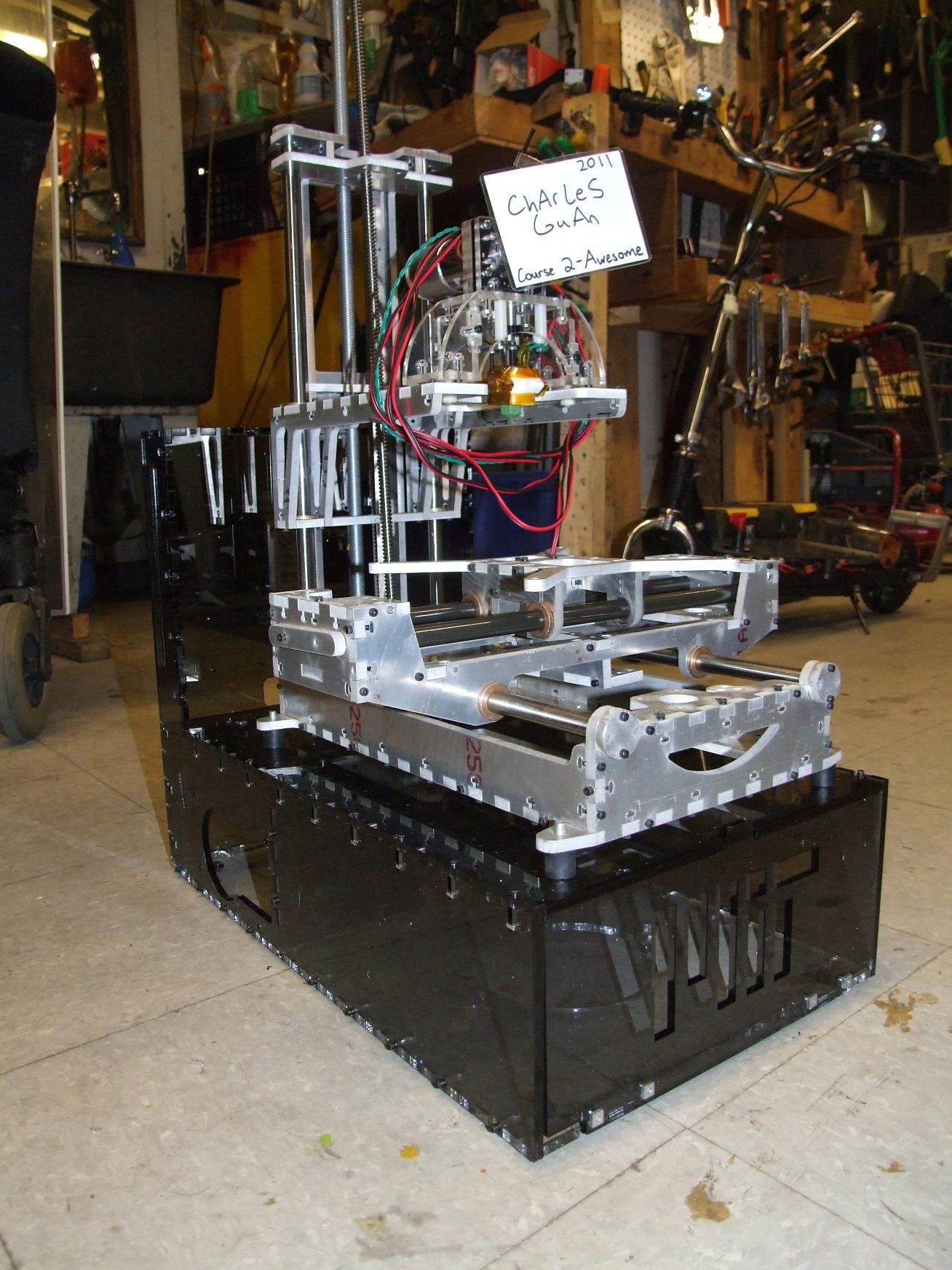
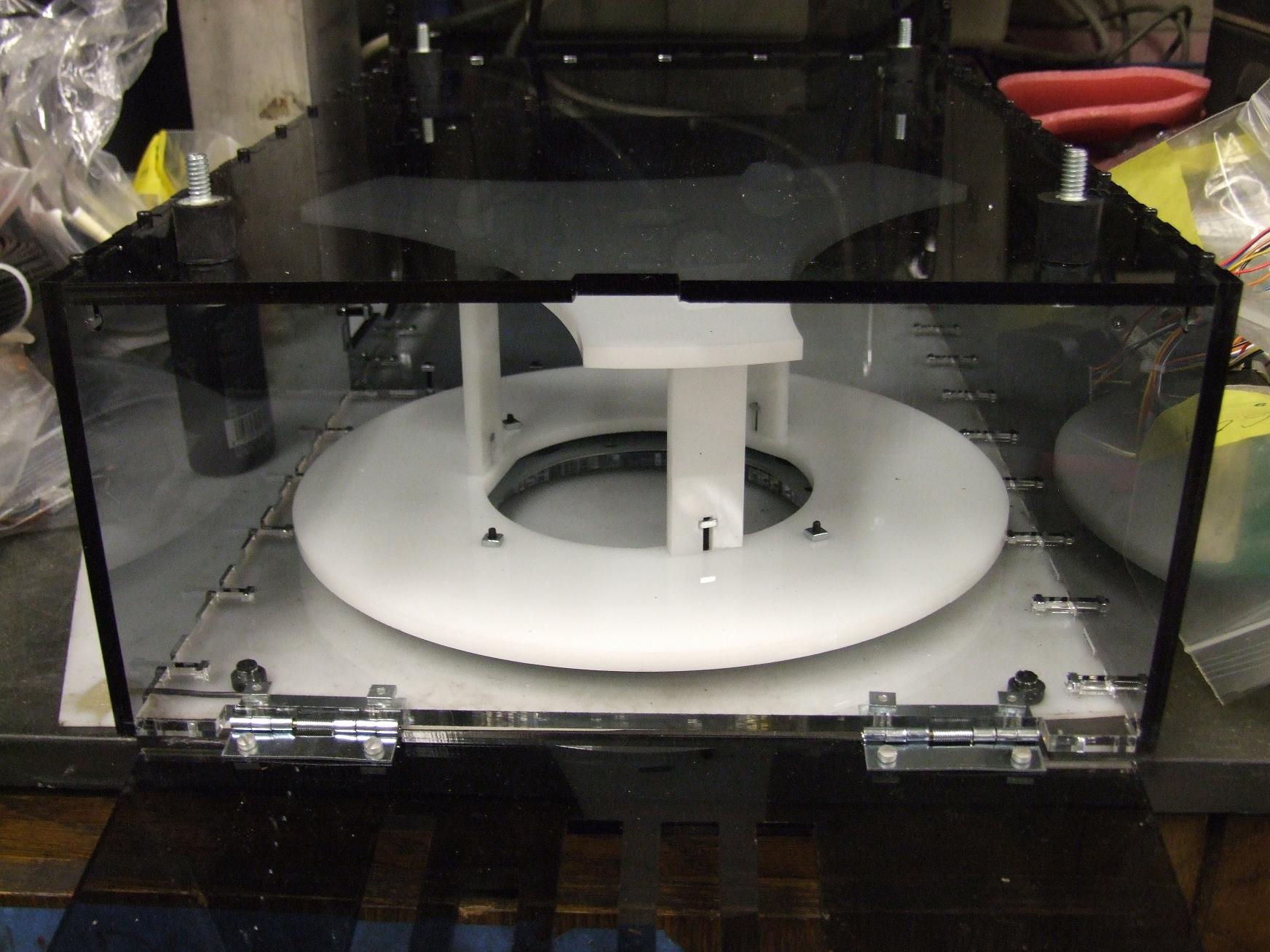
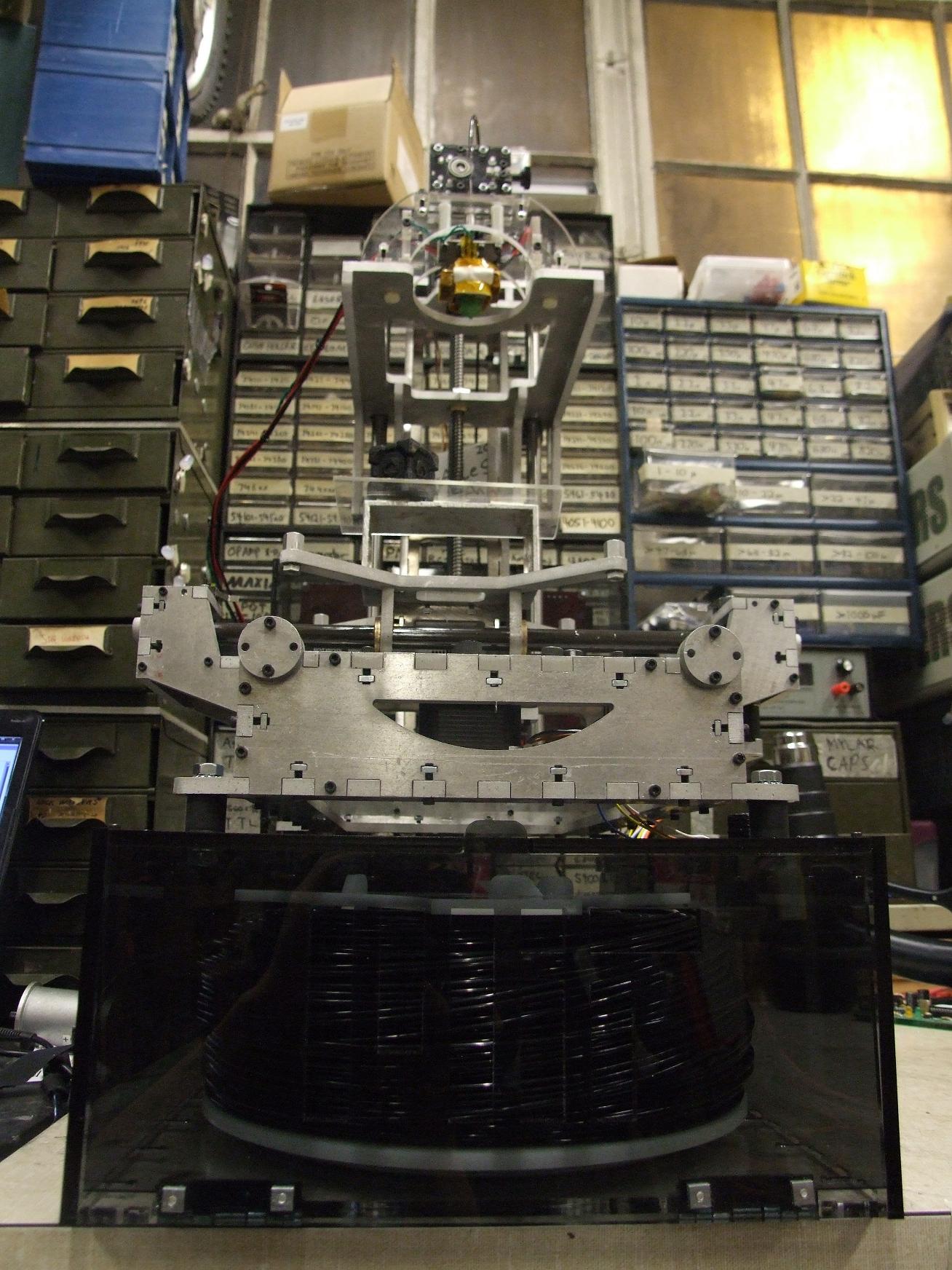
Here is the Z axis installed. The leadscrew nut has a threaded portion, so securing it to the “diving board” was done with a simple nut. There’s no outboard support for the Z axis leadscrew – all of the Z axis weight rests on the stepper motor’s bearings.
Probably not very sound design for endurance and robustness, but the Z doesn’t move very much anyway.
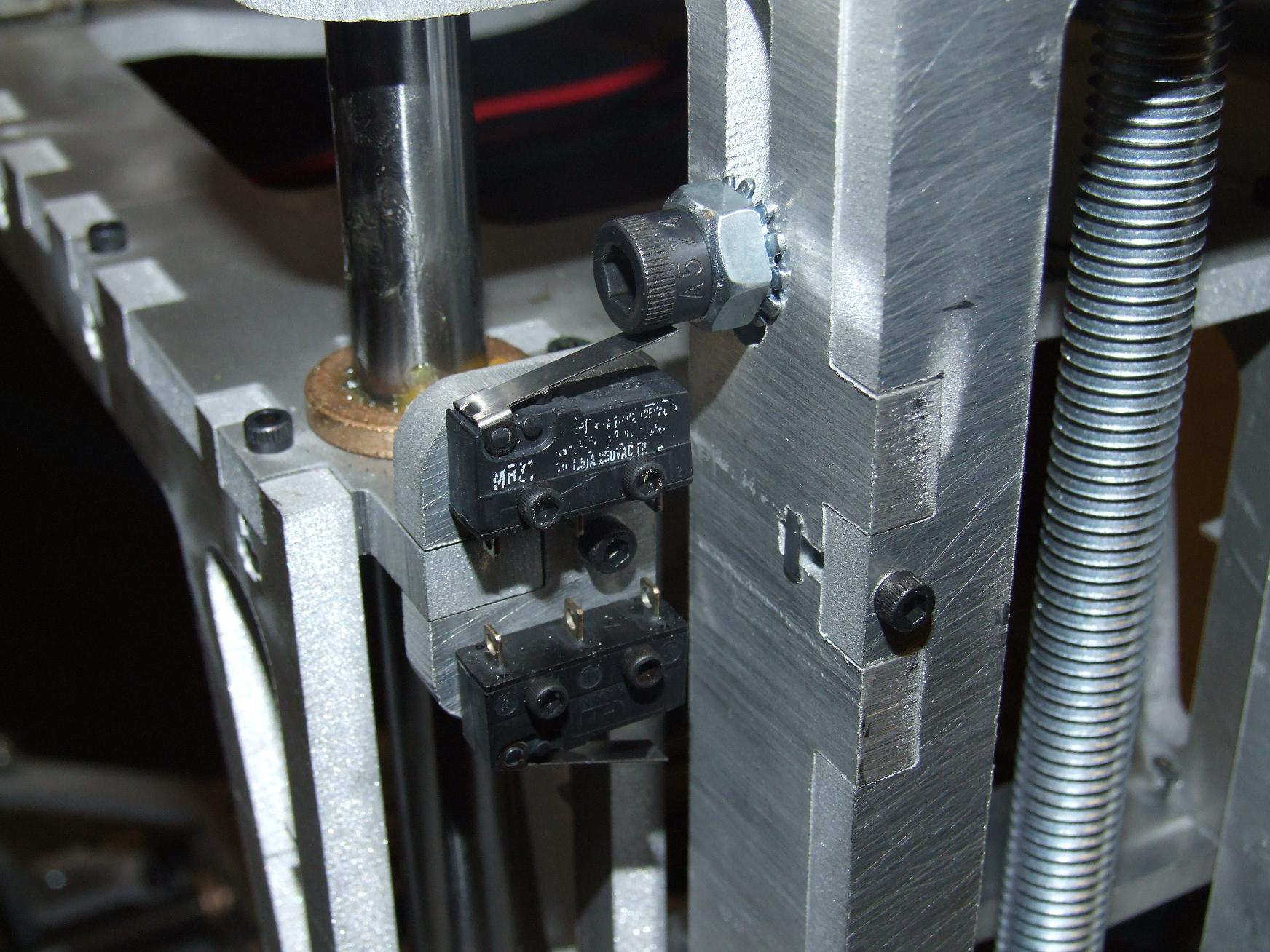
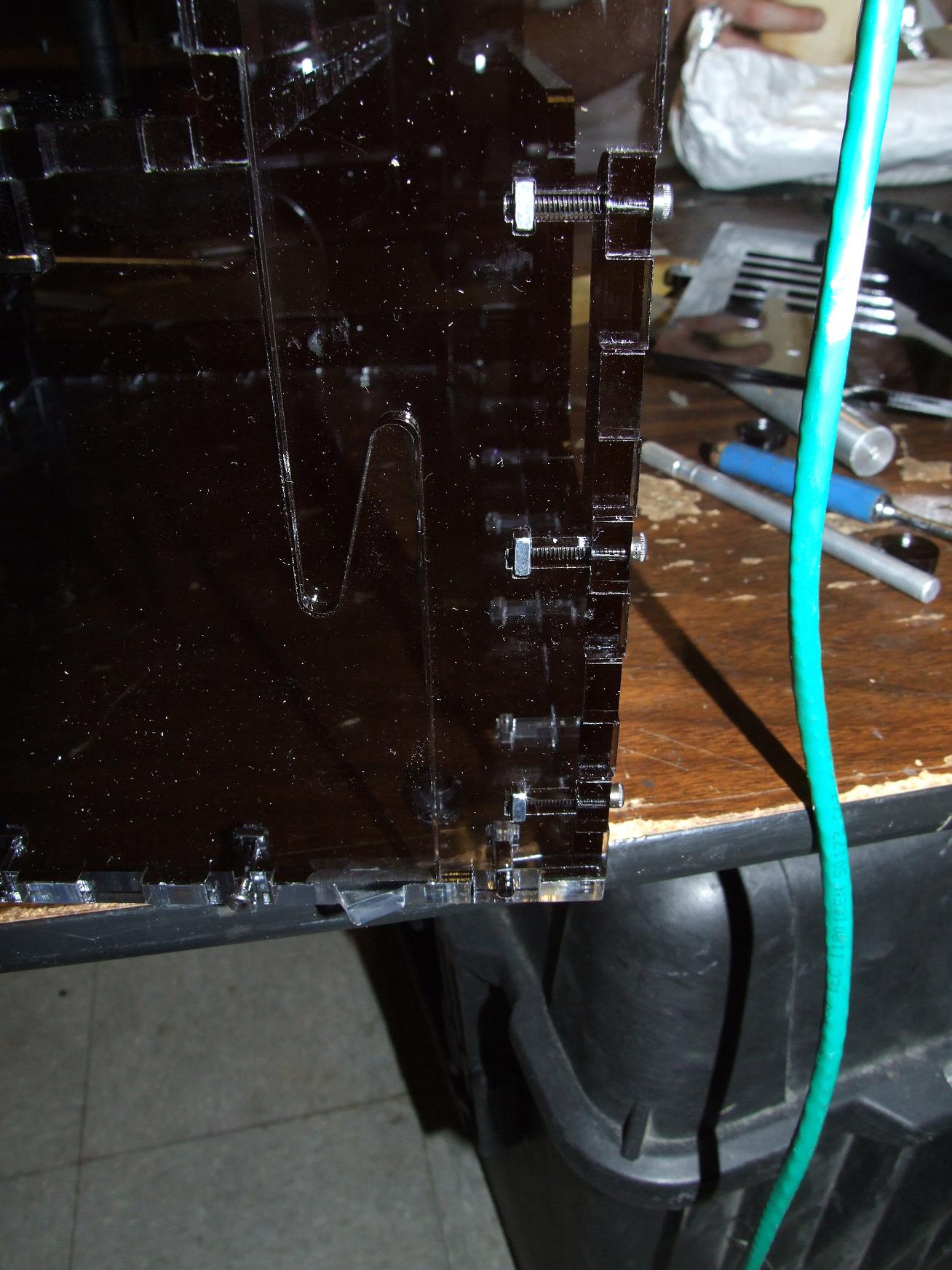
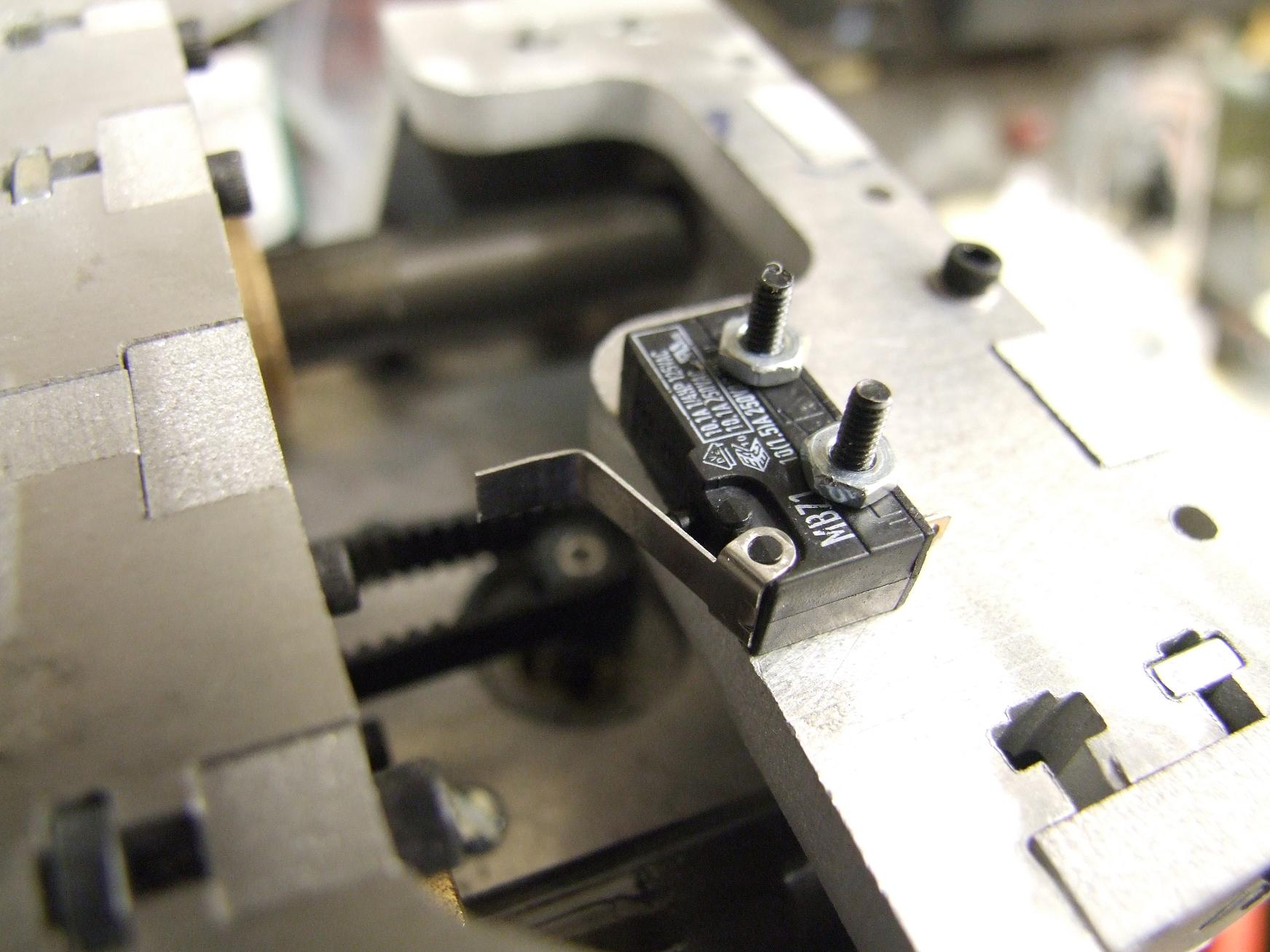
Turning my attention to the other side of the Z axis, I went and head and installed the small snap-action switches that will be the endstops. My “adjustable endstop” is also visible here. For the Z axis, I can move the endstop locations up and down about an inch on both the upper end and lower end of travel. It’s taken care of by the cap screw and nut sandwich.

On the Y axis carriage, the same adjustment is provided by the Neat Sliding Rod Clamp… or in this case, keystock clamp. I found that square keystock stayed in place much better than round 1/8″ rod.
These endstops were made adjustable because I didn’t really have an idea of how far I wanted the axis to go in each direction when I laid down the design, so it gives me some flexibility.
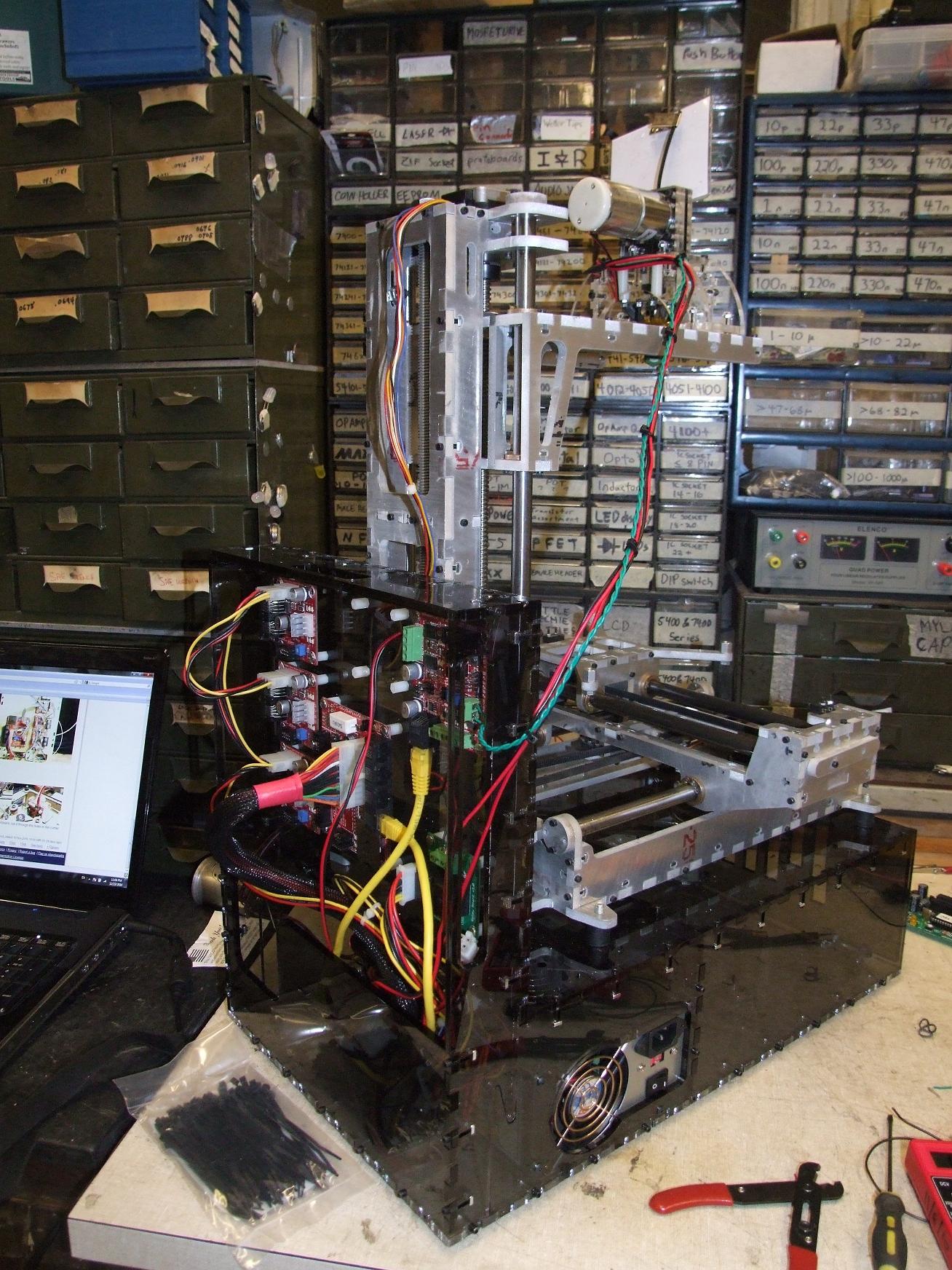
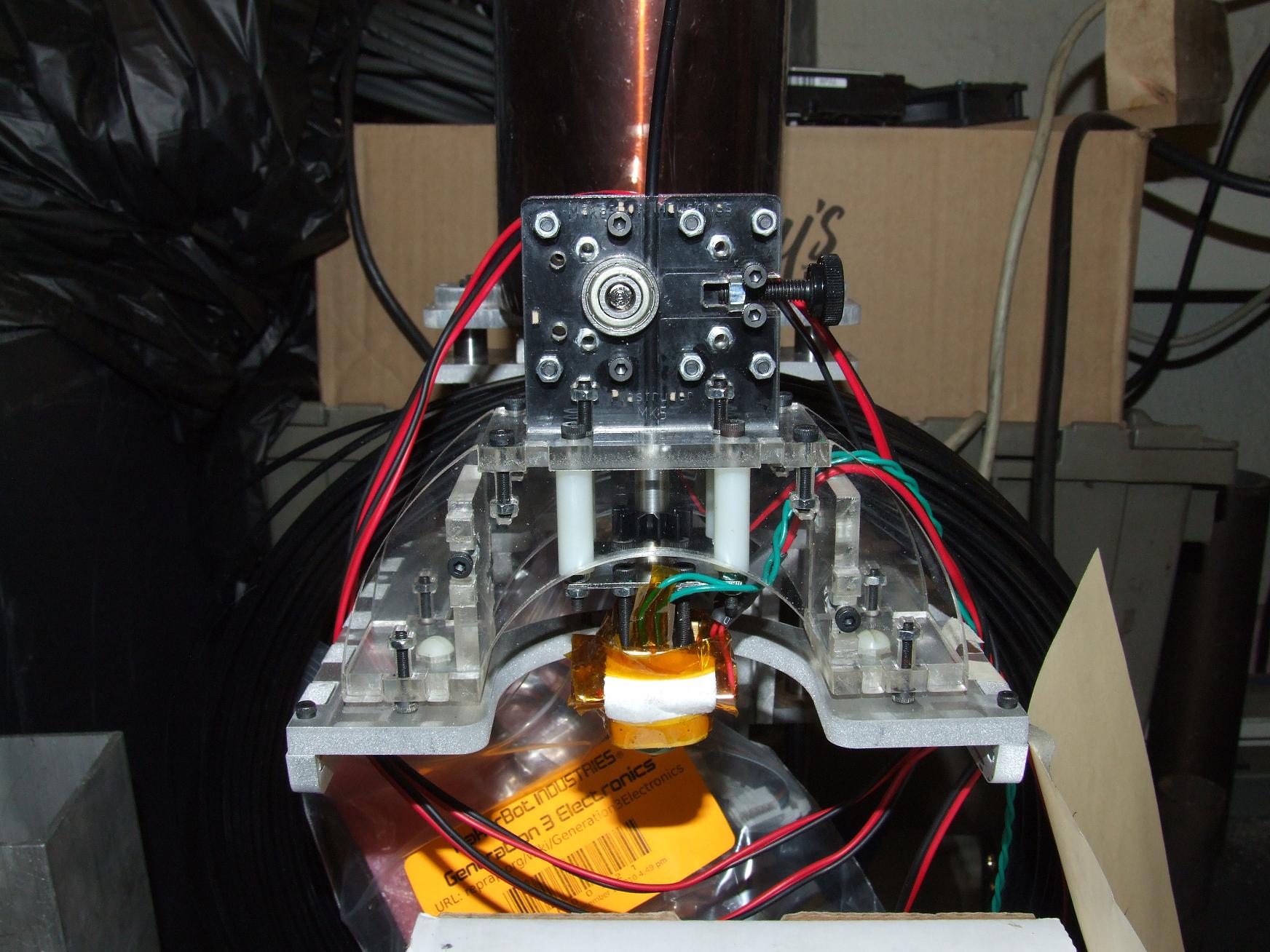
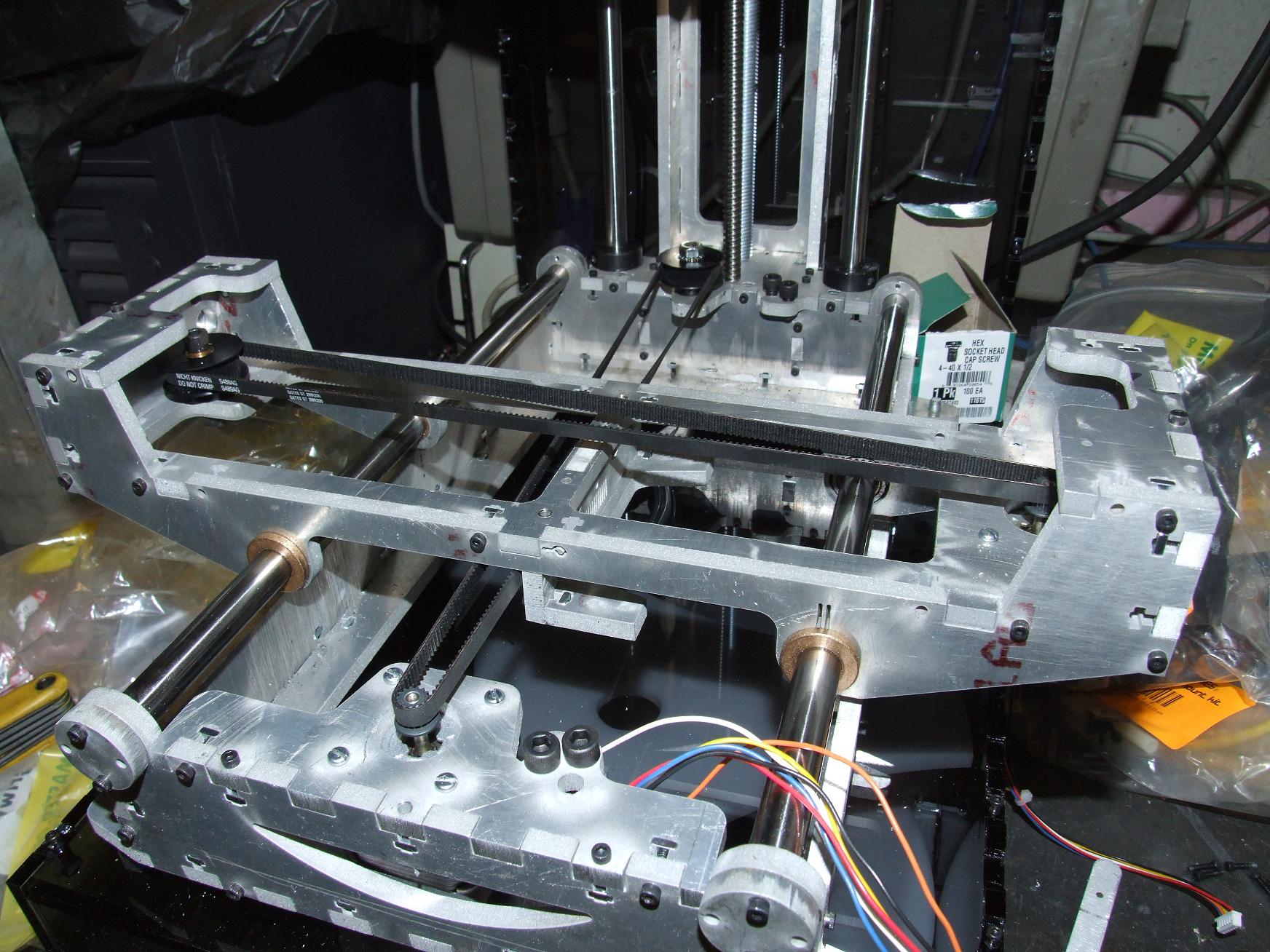
I had all the limit switches mounted, but decided to save wiring them up for later. In the mean time, I began plugging everything in and creating wiring harnesses. Wiring the bot was straightfoward, save for some guesswork as to which wires on my non-stock stepper motors went to the … umm… helpfully labeled “A B C D” connections. Come on, is “A+ A- B+ B-“‘ too descriptive?!
Fortunately, I found the correct combination for the Z axis right away and just copy-pasted it to the rest. It even went in the right direction the first time!

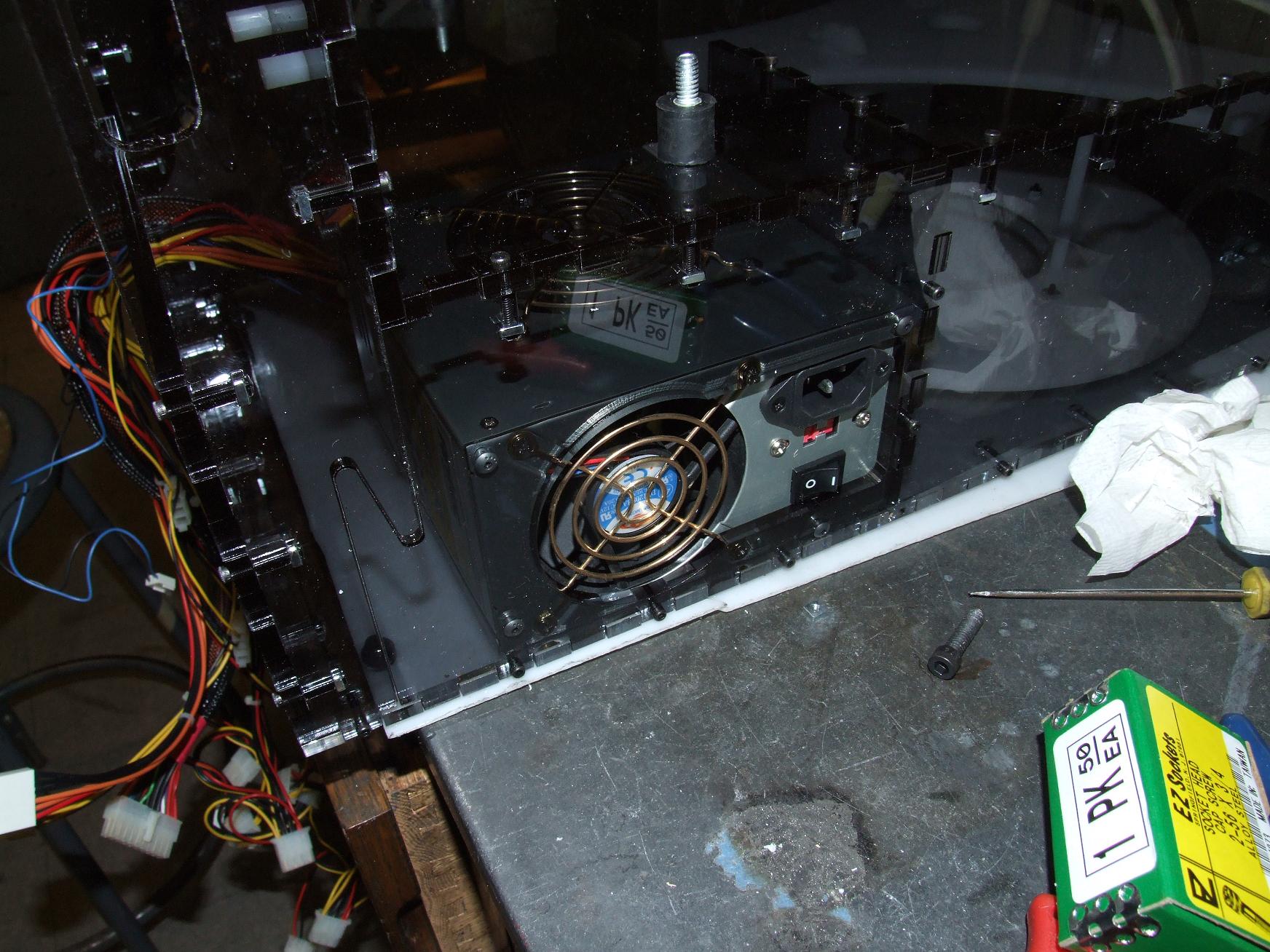
The space behind the ATX power supply turned out to be a great “apron pocket” to slip all the excess wire length into to keep them from just slumping around everywhere.
With all the boards connected, I was able to run some axis movement tests using ReplicatorG. At this point, I hadn’t defined the machine’s characteristics in my own XML configuration file yet, so all the distances were of course completely off. At least everything moved without incident. I had to reverse the X axis motion setting because my belt attachment on the carriage is opposite that of the Makerbot machines, but that’s inconsequential.
There was, of course, one more thing to try.

OMG! DOES THIS COUNT AS PRINTING SOMETHING?!!??!
Hitting FORWARD on the extruder control menu and seeing a little noodle of ABS plastic emerge from the head was satisfying.
setting up the make-a-bot
ReplicatorG allows the definition of custom machine settings such as axis travels, motor steps per millimeter of travel, tool characteristics, etc. in an XML file. These were settings which I had to change to cater specifically to MaB over the stock XML files for Reprap and Makerbot machines. For instance, MaB’s Z-axis speed is on par with that of the Thing-o-Matic, and my X-Y axis stepper motors have 15 tooth pulleys instead of 17.
Here’s roughly what my haphazardly copied-and-pasted XML file looks like:

The calculations are included as comments in the file. I noticed the stock numbers for the Cupcake are very slightly different from what the raw geometric calculations would indicate – I’m not sure why. Probably manual calibration by measuring a test print, which I might end up having to do anyway.
making stuff with the make-a-bot
After completing the all-systems test, it was time to actually lay the ABS down on a surface and pile it up scientifically (as opposed to the unscientific ABS noodle piles I was getting fond of making). Using the completely bone-stock Cupcake CNC settings in the G-code processor Skeinforge, I set Make-A-Bot off on its maiden print of a little hexagonal prism.
Again, I held off on wiring the endstops because they’re not really necessary yet.
And the first blooper occurs before I was even able to start.
I pitched together a build surface reeeeally quickly out of some scrap acrylic sheet and a piece of aluminum box channel, all double-sided taped together and slammed right onto the carriage. Immediately after that, I proceeded to plant the at-temperature Z axis right into the surface of the acrylic… which prompt melted and left a huge divot.
Oops.
Here it is, though… the inaugural print!
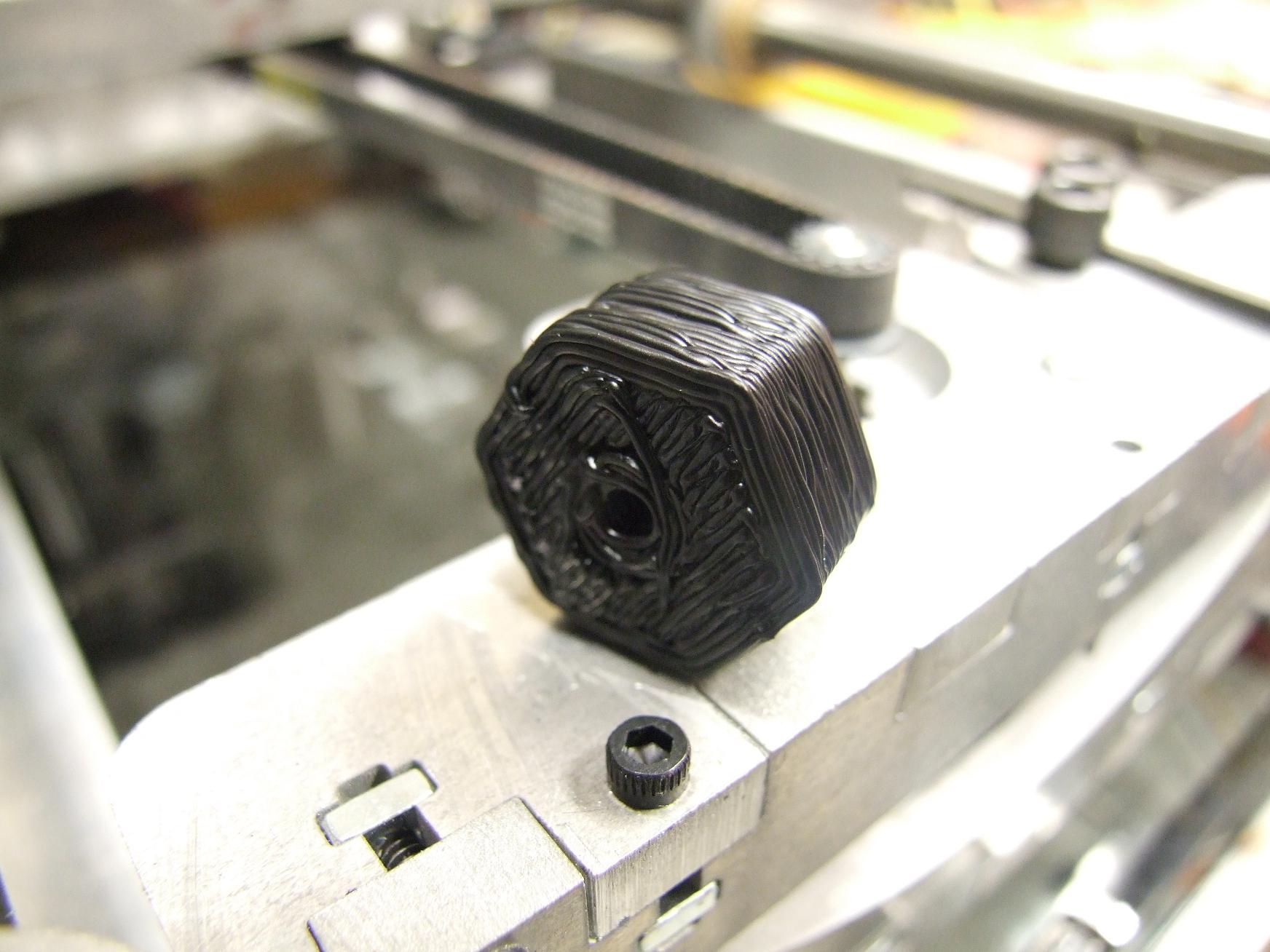
…eeeww. What IS that?
It’s pretty clear to me that the stock feedrate settings were pretty far off from what they need to be. I elected to hold off on fine calibration work until after I had enough fun with the thing… which was going to take a long time at the rate I was downloading models from Thingiverse.
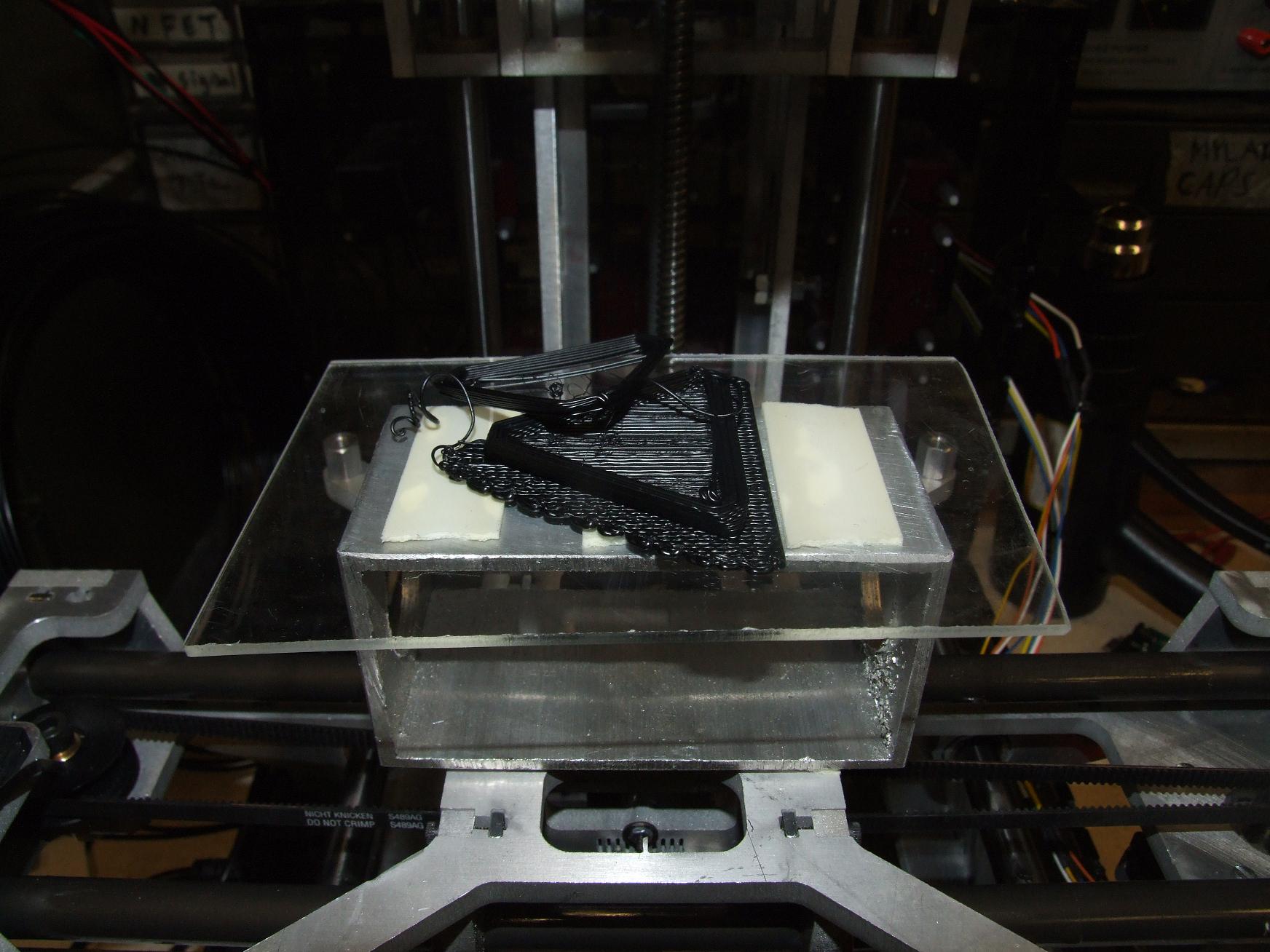
The second blooper of the night comes from “filament traction loss” because I didn’t crank down the feed pressure screw enough. It air-printed a layer before I corrected the error, but unfortunately it was too late for this random triangular prism thingie.
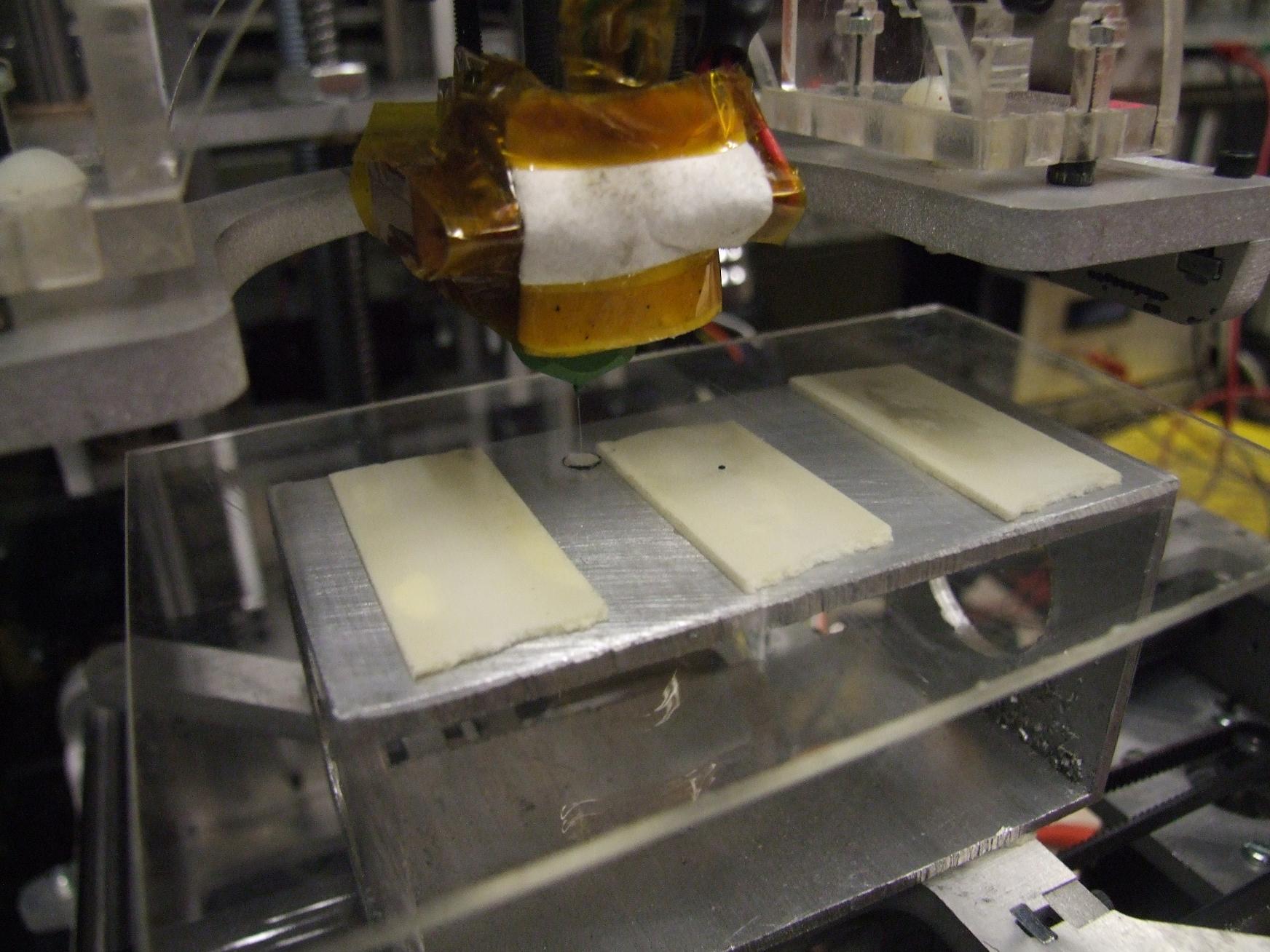
Making a piece with long straight sides seemed to mitigate the feed and flow rate issue somewhat.
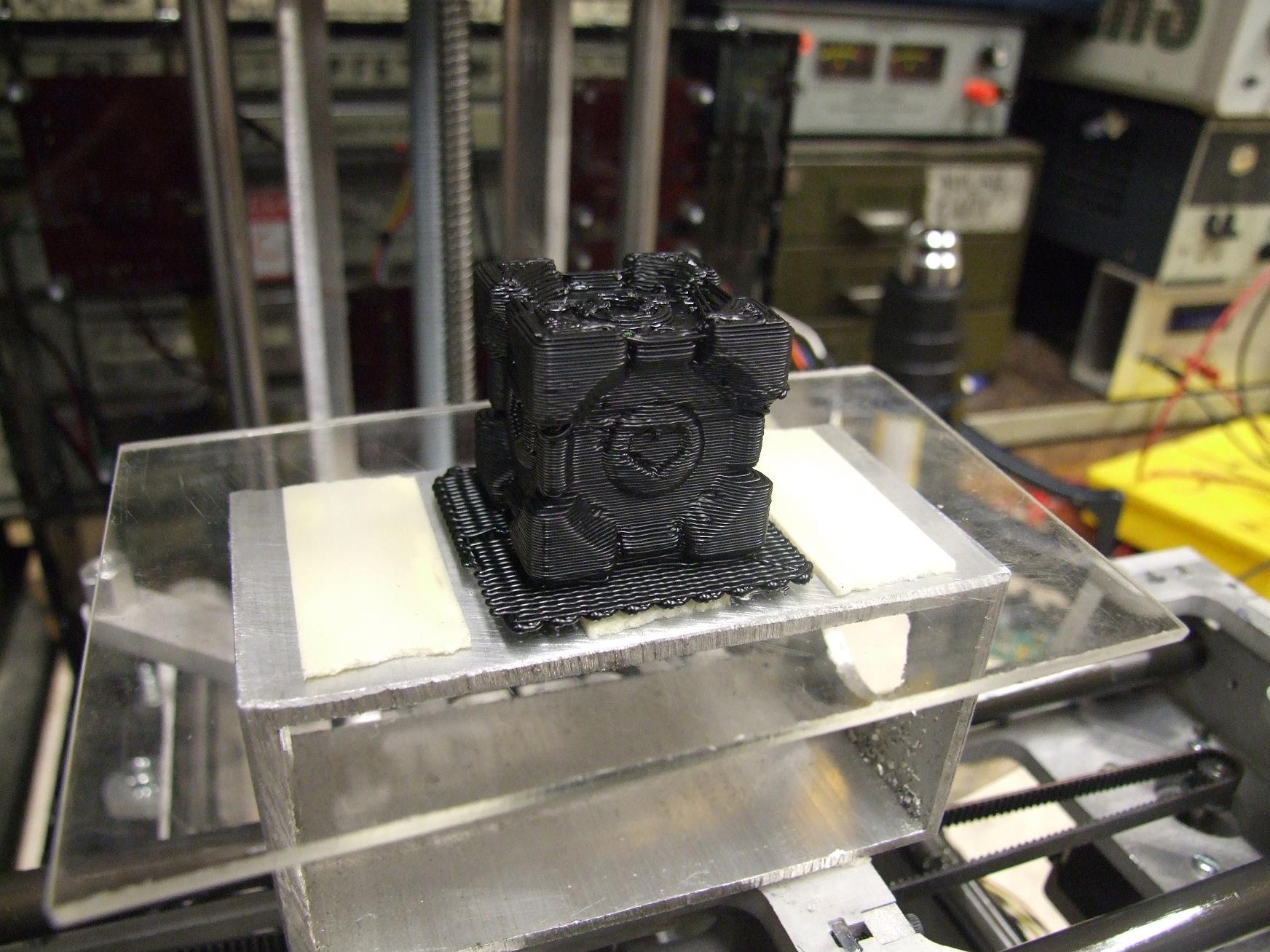
I elected to make a companion cube next because it was more interesting than a calibration cube. Overall impression: not bad. A bit goopy on some edges, and there was tons of “undamped drooling” on overhangs and layers with multiple closed cross sections like the top surface. The extruder drools alot. I believe this is a problem that is in the process of being tamed by the community through the use of stepper motor head drives and timed shutdowns and startups.
8 D
Alright, that’s enough for now. Next steps: fine tuning, calibration, and testing testing testing testing. Many things have yet to be optimized or verified. Feed rates, flow rates, layer thicknesses, all those 27,000 ratios and constants in Skeinforge, and even little things such as belt tension seemed to be impacting print quality substantially. I’m going to be reading Dave Durant’s guide like a lit major.
Here’s a compilation video of the first few prints!