Alright, with the Long Weekend of Nobody Being Open coming to a close, I’ve pretty much finished the ‘version 1’ of this project and am moving onto another fork of it. As discussed previously, the DeWut is an effort to make the new generation DeWalt 3-speed hammerdrill gearbox actually useful. The ‘old generation’, according to my sources, has totally stopped production, and are getting harder to purchase spares for. DeWalt has been the foundation of so many robots I’m surprised they don’t straight up sponsor events.
The short story is that I am skipping over a waterjet-plate stacking version (… what? Are you out of your mind?!) directly to investigating an all-billet, CNC machined version. That seems a very not-me thing to do, and actually I’m going to build a few of the aforementioned waterjet-compatible mounts for my own amusement, but as a potential product, I am in the process of gathering quotes and potential suppliers.
The long story…
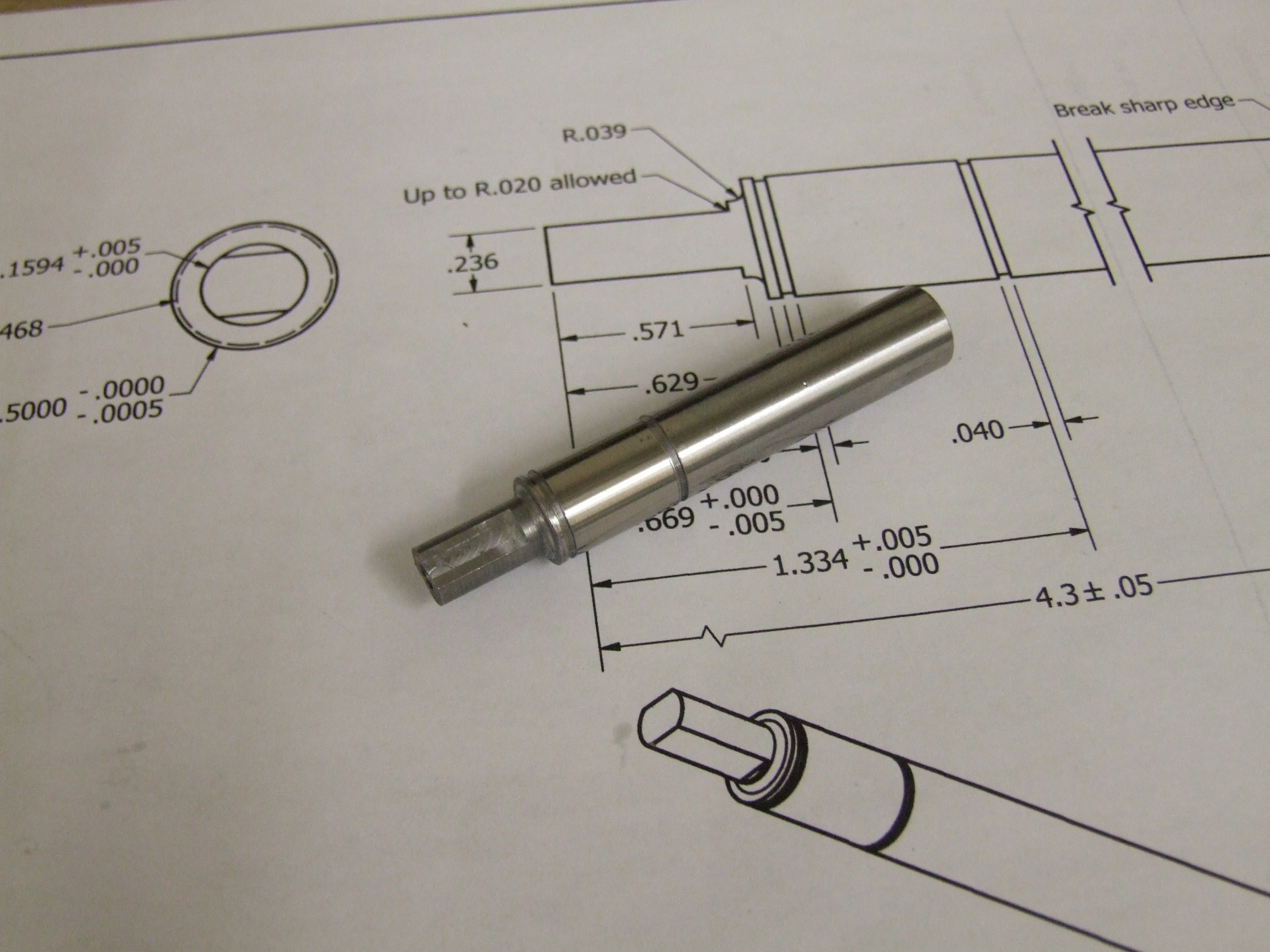
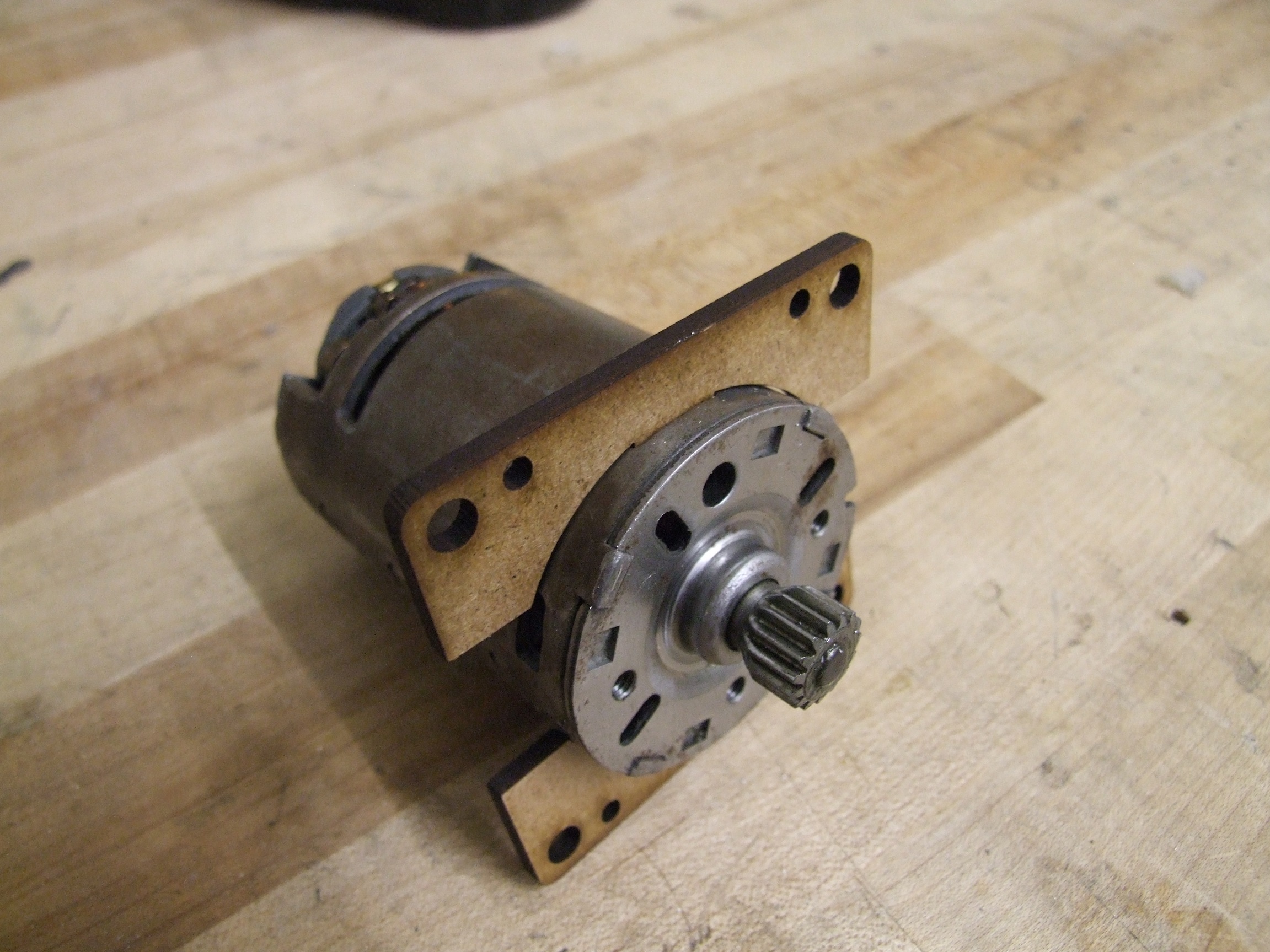
After completing the body of the first version gearbox, I went ahead and carved the future shaft out of some 1566 precision-ground steel stock. Luckily for me, the new generation DeWalt gearbox has a rather normal double-D shaped output adapter, so it was a short mill pass to turn the round shaft into the proper mating shape. Unlike the old style gearbox, which had a…. what the hell is that? Apparently a massive stress riser. This would be only a manufacturability test, because untreated steel is going to be far too weak to handle the torque output of the motor. Based on a few FEA torque simulations, to hold the torque of the motor at stall in low gear at 100 amps, the double-D area is going to see about 180ksi of shear stress.
Ouch. That’s some serious steel – comparatively few alloys can heat treat to the 200ksi+ range and not be brittle as glass, and we all know how my last adventure with “heat treating” went. This is a subject I’m not so familiar with and so will probably have to leave to the professionals when I make these into production parts. For my own amusement, though, I’m probably going to buy a sampler plate of steel rods, make the axles, and try heat treating the ends to various degrees.

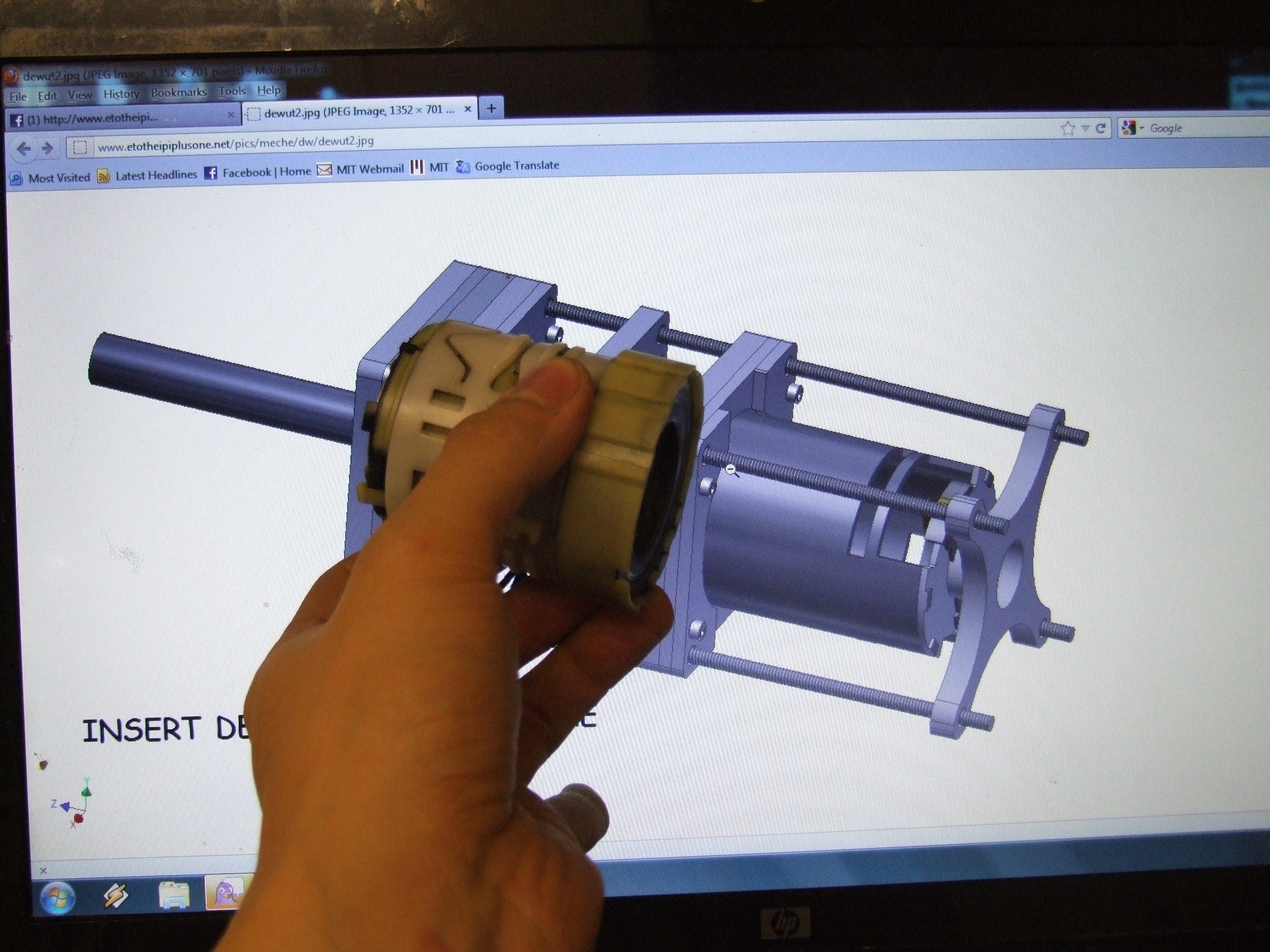
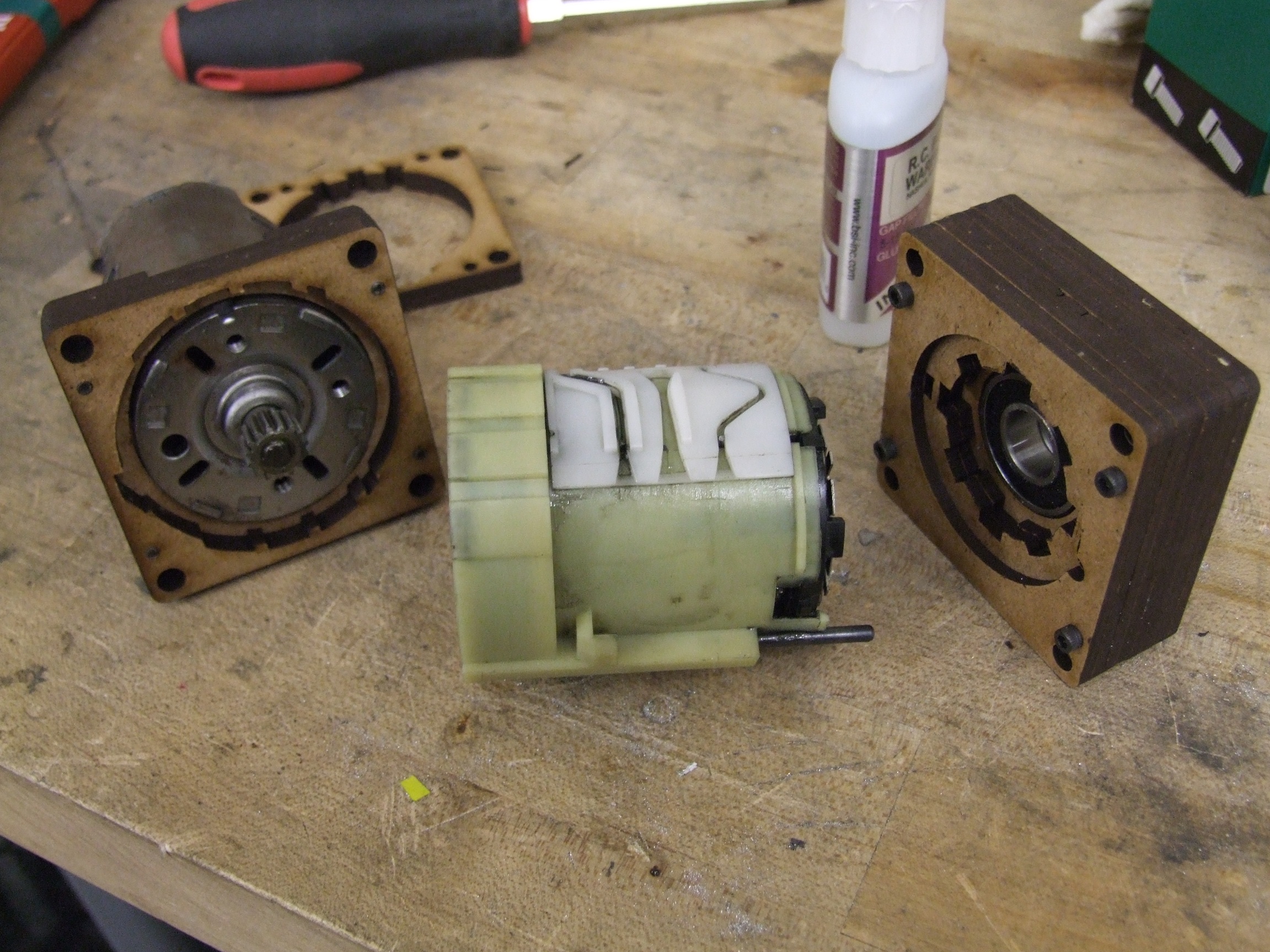
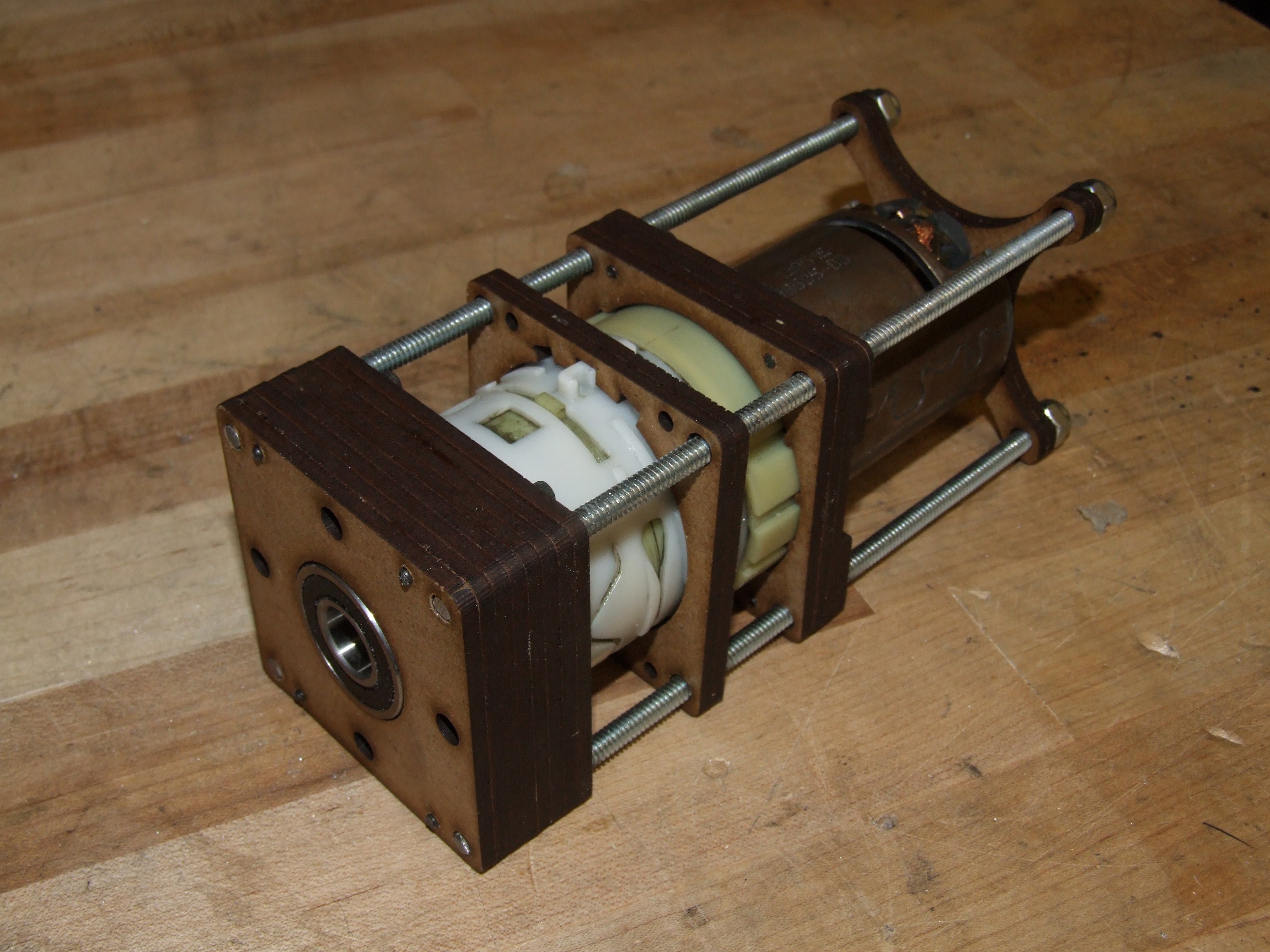
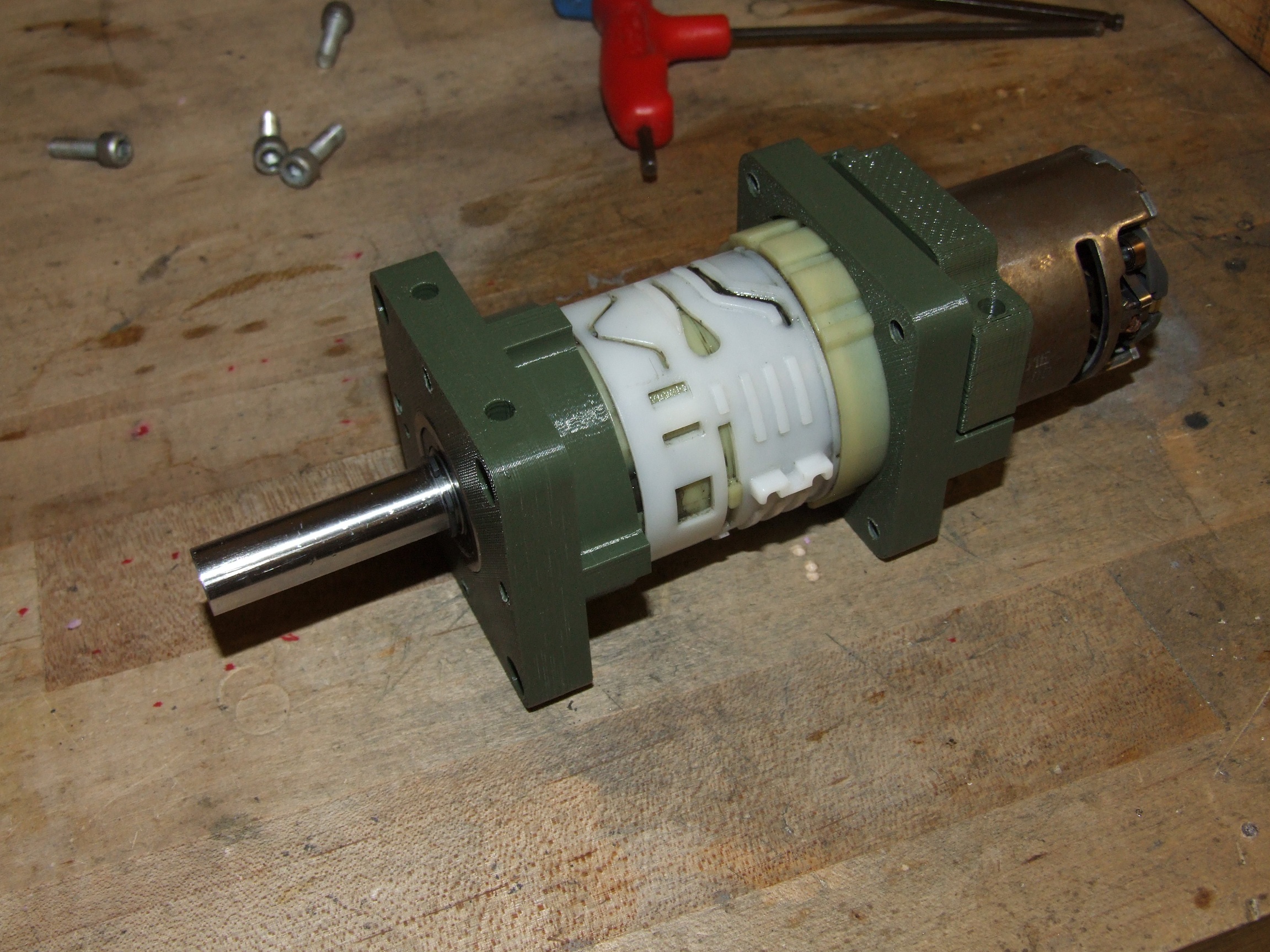
I also came up with a new arrangement for the motor’s rear retaining plate. Previously, it only held onto that little nub that the motor’s tailshaft sticks into, and was fairly unstable. A more stable method is enveloping the ‘nub’ and pressing entirely against the motor’s endcap. Unfortunately, the brush holders have conductive crimps that end flush with the endcap surface, but can still short on metal. Hence, a ‘gasket’ of sorts is necessary, shaped to the endcap’s outline, and I’ve modeled that as the little yellow-beige-brown thing to be made out of a thin insulating material.
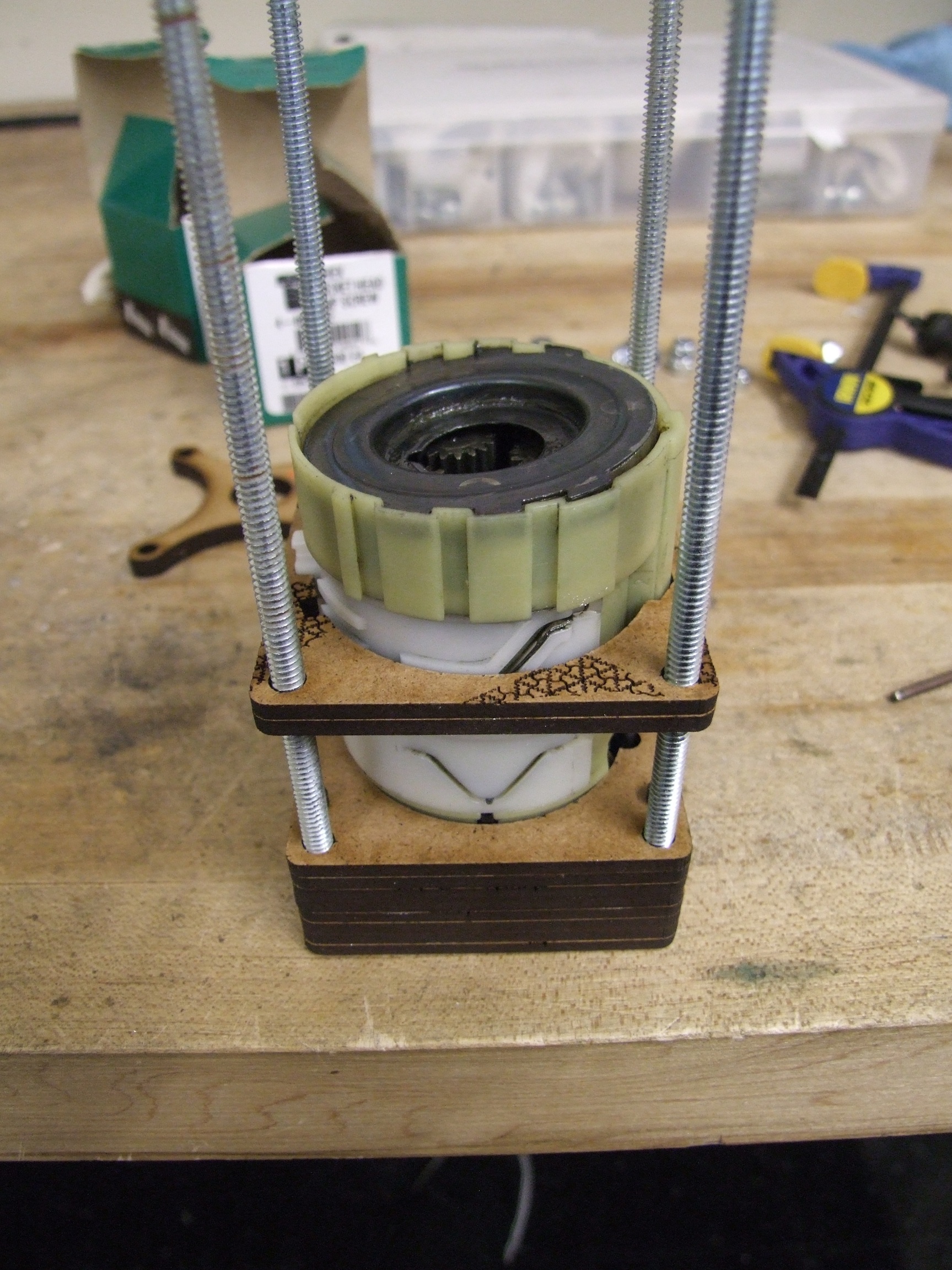
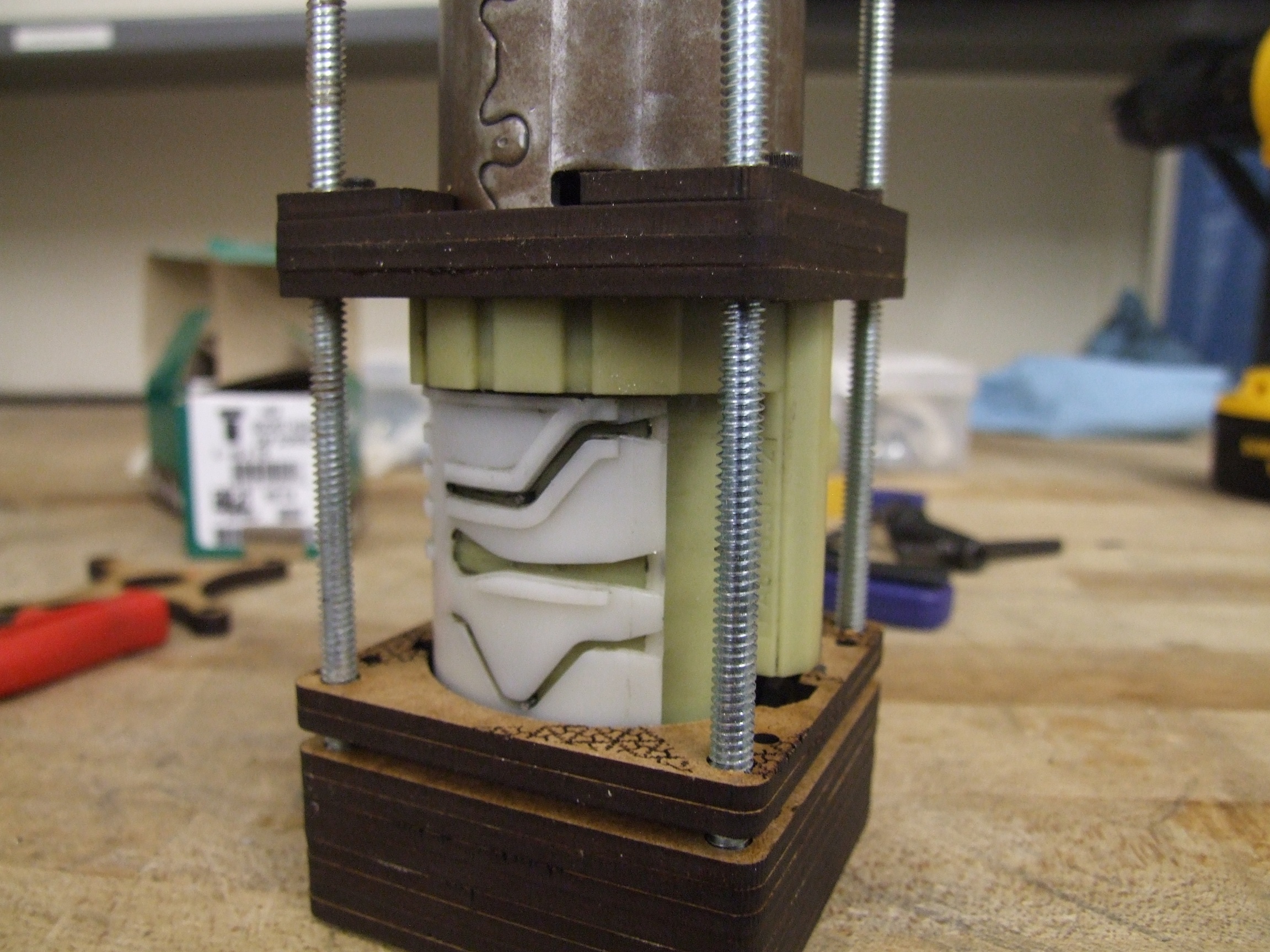
Additionally, the structure of the Nifty Barrel Shifter retainer has changed. It’s now removable from the side and the idea is to hold onto it with a nut from either side. The bolt slotting narrow a little before opening up to the proper center, so it ‘snaps’ into place and is less likely to fall off. This arrangement makes it easier to change gearing (if needed) but also allows the whole thing to be assembled before picking the gear ratio, since it does not have to be stuffed onto the gearbox while it is being lowered into position.
But the most important addition conducive towards kitting this assembly up is the alignment marks on the side. Starting with 1 little indent slot on the side, just line the plates up in incrementing slot count order. I figure the X shaped motor back end is obvious enough on its own. There’s 9 in the structure, then the gasket, then the motor retainer, for 11 total.
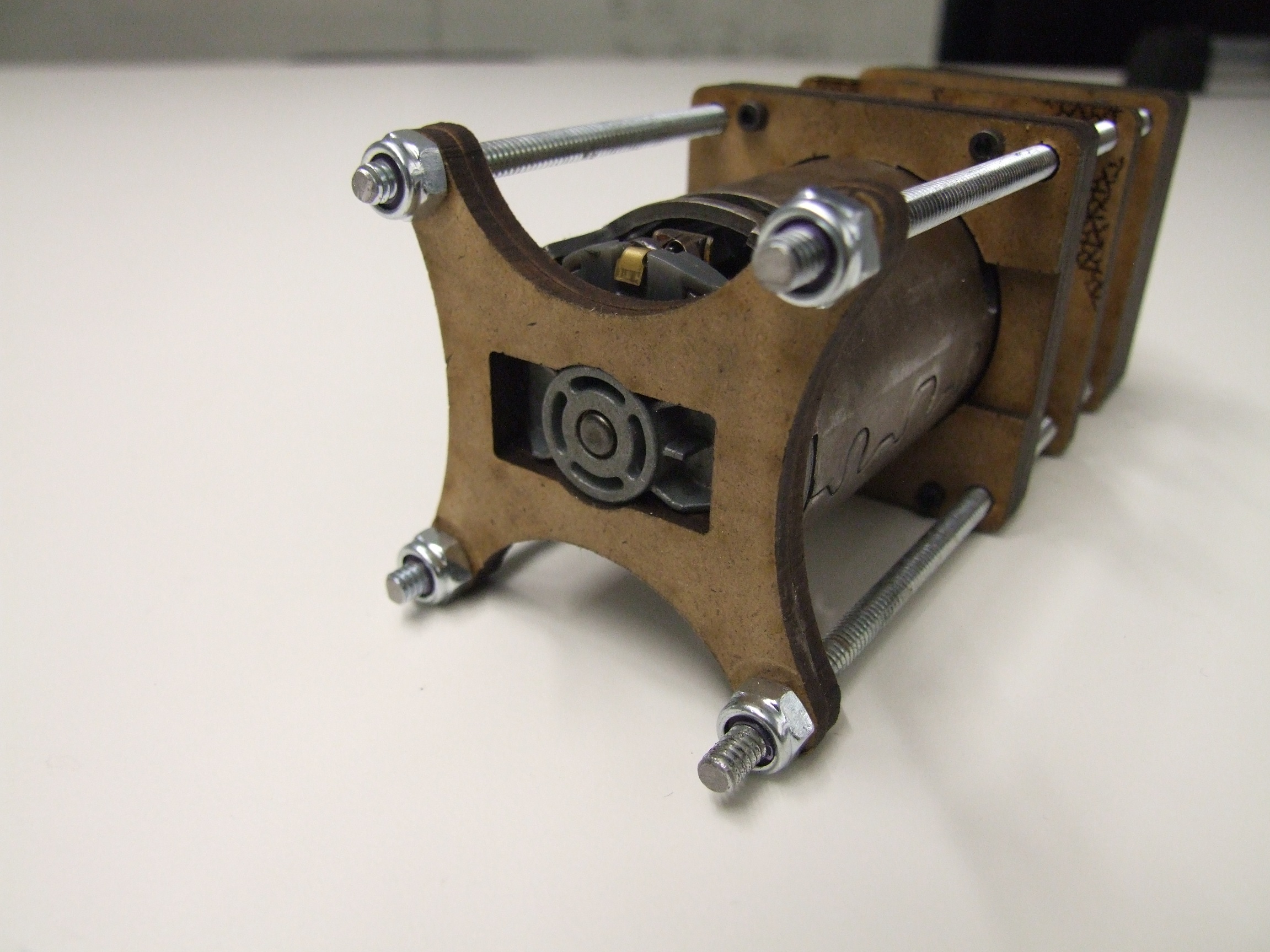
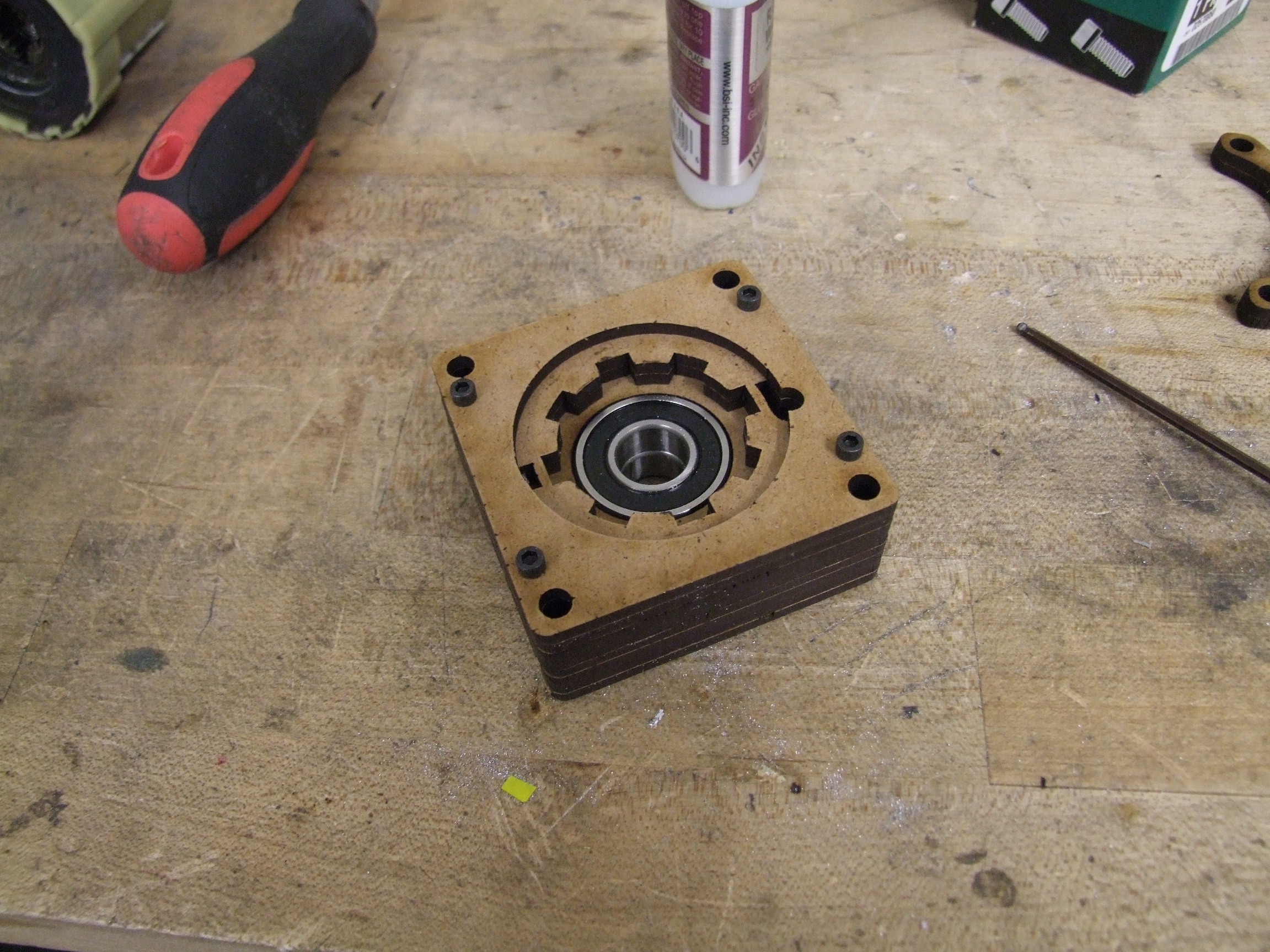
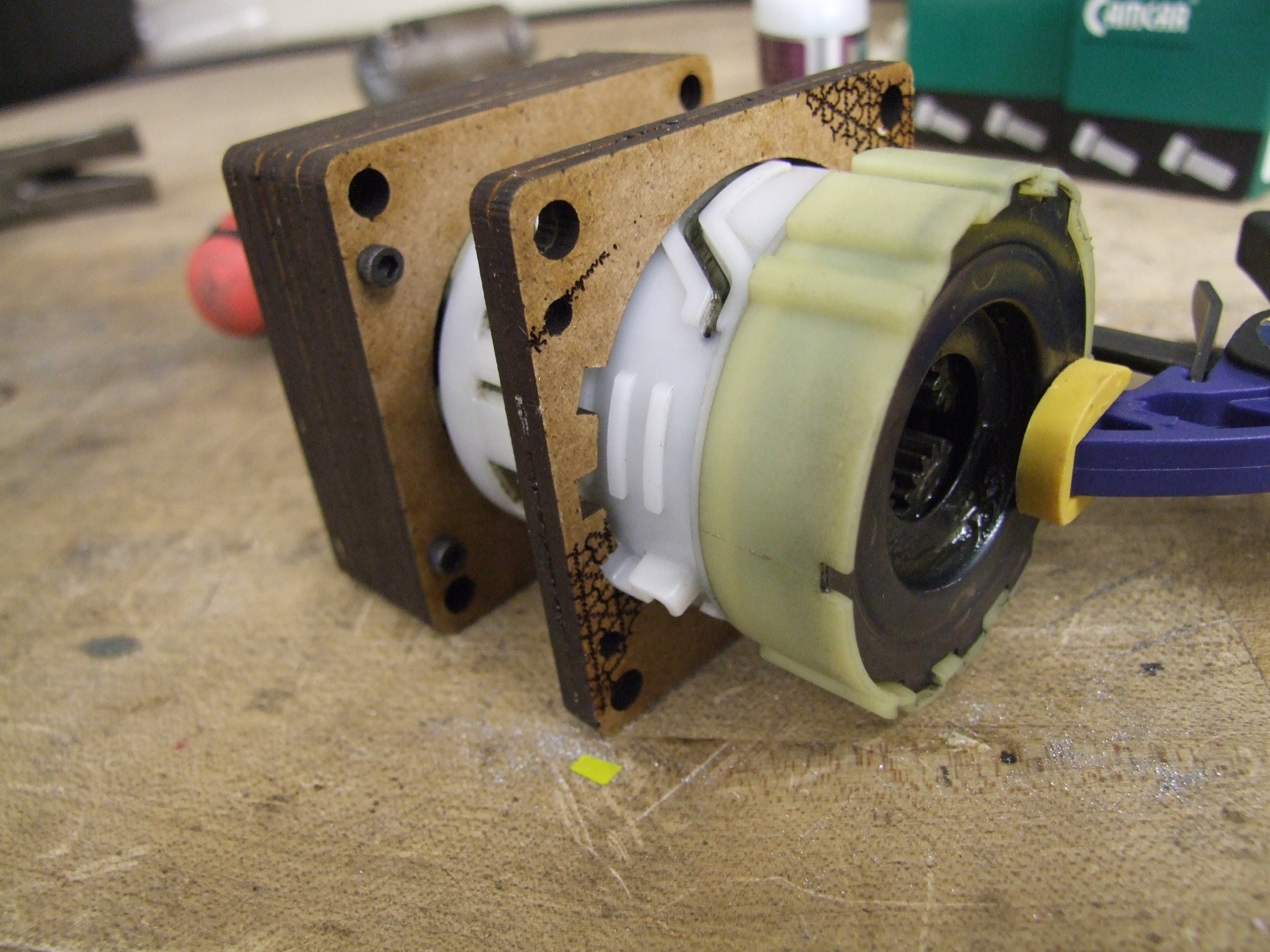
This is what the retaining plate looks like now. Of course, one option to bypass the need of a sketchy nonconductive shim which COULD conceivably become conductive by accident, is to make the thing out of a nonconductive material. Garolite (G10/FR-4 grade) was my prime candidate, but electrical grade fiberglass ought to work too. Anything in 1/4″ short of nonfiberous squishy plastics ought to be stiff enough to hold the motor in place.

Moving the retainer plate onto the motor endcap means the whole assembly becomes basically 6″ long minus the shaft length. A nice, even number to work with!

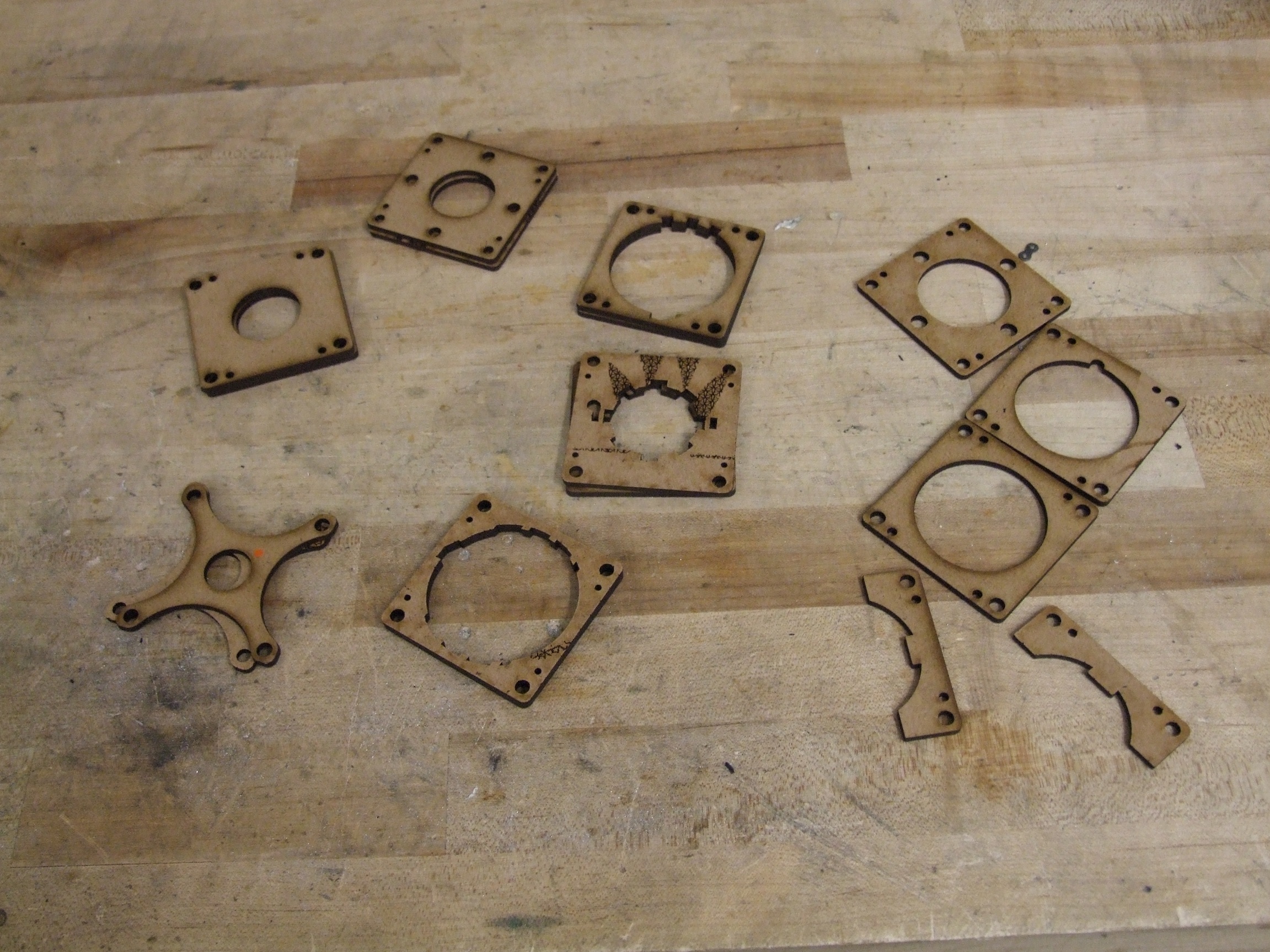
For the purposes of easy cutting, I arranged these plates into separate 1/4″ and 1/8″ assembly files with little “sprues” in between the plates. This ensures that they stay together and cut as one part, and can be extracted whole. It’s a little more dangerous than individual parts, but machine time is billable by the second and precious seconds are spent cycling the nozzle, so continuous cutting is marginally cheaper too. For small parts, the sprues prevent them from falling into the tank.
However, I think that’s as far as I’m going to go with this design. Here’s why:

Huh. Well then.

That’s just for the 1/4″ parts! Note that I tiled 4 of the assemblies together, so the real cost is about $38 per set. Add to that the 1/8″ plates (another $20 per set) and the heat treated, custom machined steel shaft (estimating $30+ each), plus all the hardware and the laser-cut gasket. I’m basically looking at a hair under $100 just in cost. And only in quantities 10 and up, assuming I have like $8000 to drop on this right now.
As funny as modern digital manufacturing is, and as great as it is if I really just needed 1 of something, I think I can get a much better price by falling back to good ol’ subtractive machining. Hey, as it turns out, waterjetting in real life is expensive.
So, as previously mentioned, even though I could pop out a few for my own use, I won’t be able to introduce these as a viable product (in my opinion – feel free to differ). So what’s next?
DeWut? Design Files
I’m going to make everyone else do it. Contained in the above ZIP file is the two tiled parts to be cut (0.25″ and .125″ aluminum) and a 2D drawing of the gasket to be made from something nonconductive, in DXF version 2000. Also included are the original Autodesk Inventor 2012 3d models of the assembly and an exported version in X_T (Parasolid) which can be imported back into individual solids.
The assembly should only fit together one way, basically described in the first post.
There are a few #4-40 holes to tap in order to make blocks from the plates at first.
The mounting holes up front are properly sized to be threaded 1/4″-20, no more than 3/8″ deep.
The shaft solution, however, is left as an exercise to the reader (the shaft model is included).
The model as-cut should fit the new-style DeWalt transmissions (397892 series), possibly with a little stuffing.
There’s no warranty expressed or implied.
Next Stage
Based on my experiences sourcing the hub motor parts for Chibikart, I believe I can get billet mounts for the gearboxes contracted out through a Sketchy Chinese Dude With a CNC Machine for substantially less price. Leaving the thickness quantum domain also means I can make the gearbox mounts better fitting and have multiple threaded mounting holes, etc.
I basically began translating features found in the stacked plates into a single, solid model. There were optimizations for weight reduction made, as well as thicknesses and details changed to fit the manufacturing technology.

This is the end result. Now, it’s not totally free of potential laserjetted parts, because I’m keeping the Nifty Barrel Shifter holder. It will still rest on the tie rods that hold the thing together.
Check out that new motor mount. It’s a 2-piece clamp affair out of necessity because the DeWalt motors don’t face mount to the transmissions, they stick into them a good 1/4″ or so. Hence, the idea is to tighten together the gearbox and shaft portion, then stuff the motor in, then tighten the mounting collar. With a 1/2″ of support on the collar and additionally 3/8″ of support in the aluminum block, I think the motor’s not going to go anywhere short of having the output shaft shoved through it (by which time, terrible things have happened). This obviates the need for a rear retainer.
Overall, I’m looking at 3 aluminum machined parts, 1 heat treated steel part, and a derpy laser-cut thing. Because the NBS holder is not structural, I’m content with making it from Delrin or ABS plastic.
Incidentally, the mounting holes match a Banebots P80, at least on the front. This whole thing is basically a lighter P80 type motor with 3 speeds!
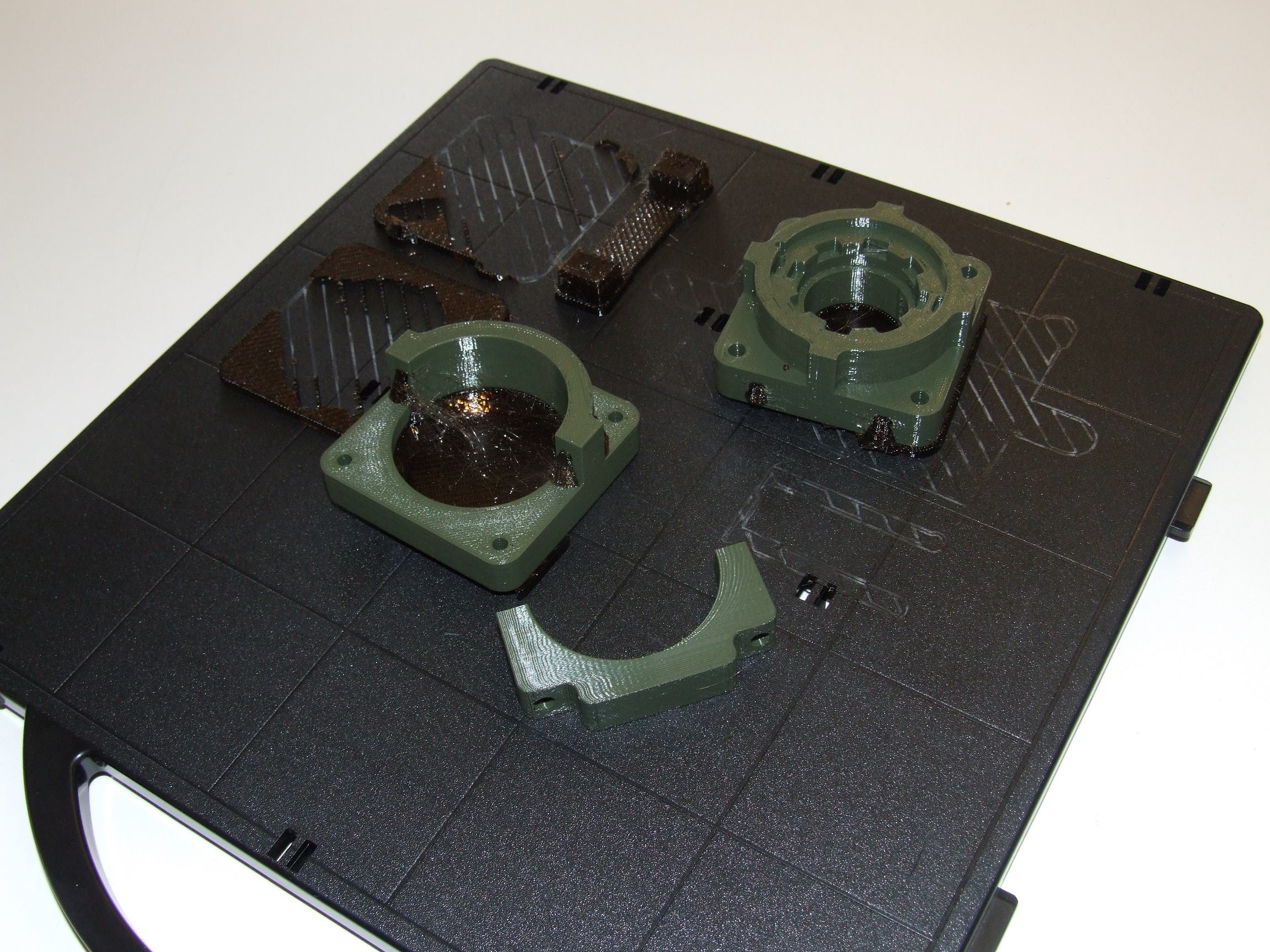
Of course, I’m not leaving the world of 3DRP forever. I wasn’t going to send anything out without a sanity check for the critical mounting dimensions. I turned, appropriately, to a Dimension 1200ES to produce these mostly hollow plastic shell representations of the gearbox. The Dimension printer is much better at making parts ….. on dimension…. than the Makerbot Flock.
Since it cost 3 times more than the aforementioned Makerbot Flock combined, I would expect nothing less…
And hey, everything fits! I verified that the little slots and cutouts to cater to the DeWalt housing were within reason – if they fit in slightly shrinky plastic, then they will be a little looser in aluminum unless Sketchy Chinese Dude with a CNC Machine is really that sketchy. The overall length has remained essentially the same – this was basically a direct plate translation, after all. The Nifty Barrel Shifter holder is not seen in this picture, nor are the #10 cap screws that will keep the two halves firmly locked together.
The next step from here is to pitch all of these parts to my favorite SCDwCNCM as well as mfg.com (my new favorite snack) to compare prices vs. features. At this point in the year, I’m going to consider getting prototypes in before the holiday breaks a total not-happening, so expect some more news on these DeWuts in January.
By the way, this is what is inside an allegedly “empty” Stratasys Dimension ABS build cartridge.

…seriously? That’s like 50 feet. I only feel slightly ripped off.
Luckily, this filament is 1.75mm diameter just like the latest generation Makerbot Flock feed, so I’ve been making heart gears using the Replicator. Productivity!