What a week! 12 o’clocker was completed early on, then I began to focus more intensely on upgrading and repairing Überclocker for this year’s competition. 12 o’clocker is currently working and undergoing test driving. It handles enough like Überclocker, but I hope to be able to second-nature the peculiarities of its operation. Plus, it’s fast. Just how fast? Find out now.

Continuing the manufacturing of the “solid state reactive outriggers”, I needed to drill some 1/4-20 clearance holes through the Rockwell C44 hardness spring steel. The week before, I purchased two solid carbide drills off eBay for a cool $7 each – if you have the patience, eBay is a wonderful industrial and machinery supply house – to do this one task. These are straight-flute bits designed specifically for drilling shallow holes into very hard metal. The straight flute maximizes stiffness, but of course does not allow for very deep holes.
Carbide wins over steel any day, and this process was totally straightfoward. The curls that came off this thing could cut you open in an instant – to prevent this from happening in MITERS, I hammered them all apart and trashed them before anyone could discover them on the mill.

Here is an assembled leg. The aluminum end blocks are also drilled clearance, and a bolt holds each end block together. I elected to take this route over threading the aluminum because the bolt could impart much higher fastening forces without stripping the thread.

The legs mounted. I unfortunately didn’t have any lower profile nuts, so the big locknuts on the end kind of function as 2nd-order fish-hooks. Strange how a normal 1/4-20 nut – just about the most common possible nut – couldn’t be located this time of day. I bought an entire bag of 1/4-20 Keps and grade 8 plain nuts from McMaster in retaliation.

With the bot now mechanically done, I turned immediately to electrical work. Remember the original CAD picture and how it had the cells in the middle and the RageBridges above the motors? I found that arrangement wasn’t optimal. Instead, some arranging of parts in real life found a better arrangement which kept the battery mass in the rear. This arrangement did however force me to mount the Ragebridges vertically. That, and the batteries shouldn’t be lying directly on top of the drive motors because that would be unfavorable to the motors in high impact applications… like combat. I needed to come up with a vertical rack for the controllers, and some kind of shelf for the batteries.

I went back to the 3D model to generate these required components. This is the result, after a few minutes of staring. The black vertical guides hold a hardboard (HDF, pegboard) plate upon which the RageBridges are bolted. Two auxiliary motor supports keep the battery from jouncing on the motors directly; these were originally slated to be made from Delrin, but I only had enough of the material left to do this right exactly once….and didn’t. So they ended up being made of HDF anyway.
The little squiggle at the bottom is a flexure joint to keep these plates tightly stuffed onto the motor. Unfortunately, they were made pretty much useless in HDF.

I decided to make the battery first, since it could take a first balance-charge overnight while the Ragebridge mounting end guides were 3D printed on my Up? machine. The first step is to select a group of “relatively” matching cells out of the cell medley. I generally reserve the highest voltage, most closely matched ones for EV use. This is because robot packs may be frequently swapped out and charged externally (with the implication that you’re usually using an R/C style balance charger), but an EV pack needs to be buried inside the vehicle and out-of-balance or weak cells can degenerate from lack of charge monitoring very quickly. It actually took a little while to gather enough middle-of-the-road cells. The majority of the A123 Collection hovers at 3.29 volts these days, and I was looking for cells in the 3.20 to 3.25 range. The camp is pretty well split 90%-5%-5% between good ones, shady ones, and ones that are totally dead (defined as an OCV of under 2 volts).

The end-to-end architecture of the pack meant I had to fold over the interconnecting battery braid once I was done with a joint, and I had to do these one “string” of 3 cells at a time. Usually, in a professional setting, packs like these are made by end-to-end soldering using a “hammer head” iron tip, or with spot welded tabs which are then similarly folded over.
A side effect of folded tabs is that they are well exposed on one side to attach the cell taps for balancing to.
Many of my robot and rideable things have featured custom A123 packs. If you’re interested the basics of assembling a custom pack, here’s a short writeup getting the basics of the process by a former duckling student of mine. With some… uhh, more detail and rigor, this is essentially what I train people regularly to do these days – after all, if we’re going to have a pile of donated batteries, it is better to train people to safely and correctly use them than to try and hide everything. In my opinion. If you’re a safety bureaucrat, you may disagree.

Balance taps added. These days, I usually don’t bugger with soldering and crimping my own JST terminals, but buy balance harnesses off eBay en-masse and cut them up. These are professionally crimped and molded, and usually only cost a few dollars.

While the battery pack balanced, I uploaded the print job to the Up printer and by the next morning it had produced the RageBridge rack in question. The HDF parts were laser cut.

RageBridges pulled “from stock” and mounted to the rack. I’ll totally have some of these at Robot Battles.

In the process of wiring it all up. Notice that I’ve bussed the wiring together on the RageBridges – this is one shortcoming of the current style design which I openly acknowledge. Recall that these things were designed originally to replace two Victor 883s in Überclocker. It had 2 sets of power wires already, so it stayed like that in the “production” versions.

The battery is just coated with 2 layers of heavy polyolefin heat shrink, and then unceremoniously stuffed in place. There’s just not enough room to pack all the wires in – a bit of stuffing has to be done. Unfortunately at this point I decided to scrap the glowing 12:00 idea because I didn’t have any space left in this thing to add an EL inverter.

The last few bits of distribution wiring added. Notice the small yellow and brown wire on the right side. This is a direct battery tap for whenever I decide that I have the capability of adding gaudy lighting. The master power switch for this bot is just “disconnect the battery” – as such, the battery wires are just run outside the bot. When on, the wires are stuffed into the protective confines of the front right frame rails. The RageBridges are set to 25 amps (drive) and 20 amps (weapon motors), which is a pretty egregious waste of their capacity. I’m strongly contemplating a RageBridge “mini” version that retains the Hysterical Current Limiting scheme but can be more finely tuned for amperage at the low end – say 25 amps continuous and 50 for short terms.
With the wires complete, it was time to function-test and pack everything up! I had to play “change the motor wires” a few times to get 12 o’clocker’s control directions to match up with Überclocker

Here’s the ‘press shot’, so to speak, of the completed bot. The weight is 12.05 pounds.
Yes, it’s over, but I’ll remove one of the standoffs from the clamp arm if it’s really that bad. Or just wear the wheels down a little. Worst cast, I’ll replace the steel drive sprockets with aluminum ones.
Remember that part where I said it’s fast? It’s like, unnecessarily fast. Here’s how fast it is:
The calculated ideal top speed with these new motors is somewhere north of 20mph (30 ft/s). In the narrow hallway I wasn’t confident enough of its straightlining ability to push the throttle to full. In the narrow arena confines, it will never be able to hit this top speed, but the acceleration (also shown in the video) is blazingly fast. I think 12 o’clocker is going to warrant a slightly different strategy against opponents than Überclocker just due to it speed. The extra speed overhead will give me some room to maneuver around and behind people instead of strategically avoiding head-on engagement like with Überclocker.
I found out in sparring matches with Turboencabulator that I needed some more current on the lifter and drive, so the adjust-o-knobs were turned up to 30 amps (drive) and 25 amps (lift). Those extra few amps made for substantial improvements in the lift.

Here’s the D’aaaaaaaaaaawwwwwwwwwwwww size comparison shot with 30lber Überclocker. 12 O’clocker is currently ready for action. Speaking of which…
Überclocker
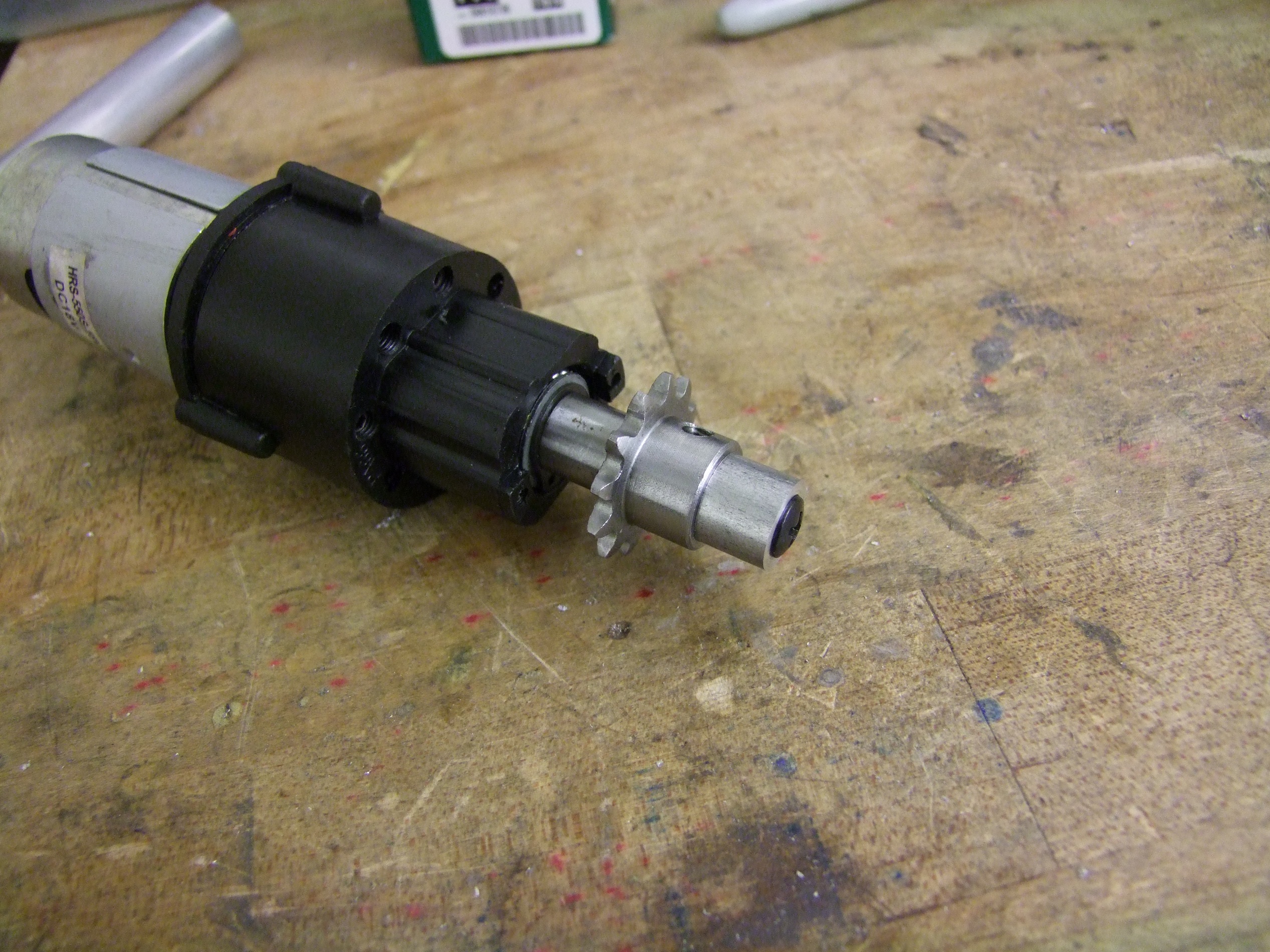
The big change I wanted to make to Überclocker this year is making a more robust clamp actuator. As recapped before, the issue with the Cold Arbor harvested actuator is that it was slowly destroying itself from being made of untensionable chain drives, and the lead screw was damaged pretty badly at Motorama. The shallow pitch leadscrew also made it prone to “bolting” itself, tightening to the point where it couldn’t loosen again. The reason I purchased the IGxx gearmotors was to see if they can act as a commercial replacement for my custom hacked drill gearboxes. That post concluded that yes, they could, but not in a way I would like, so I made the hybrid all-metal gearbox from two of the ones I purchased.
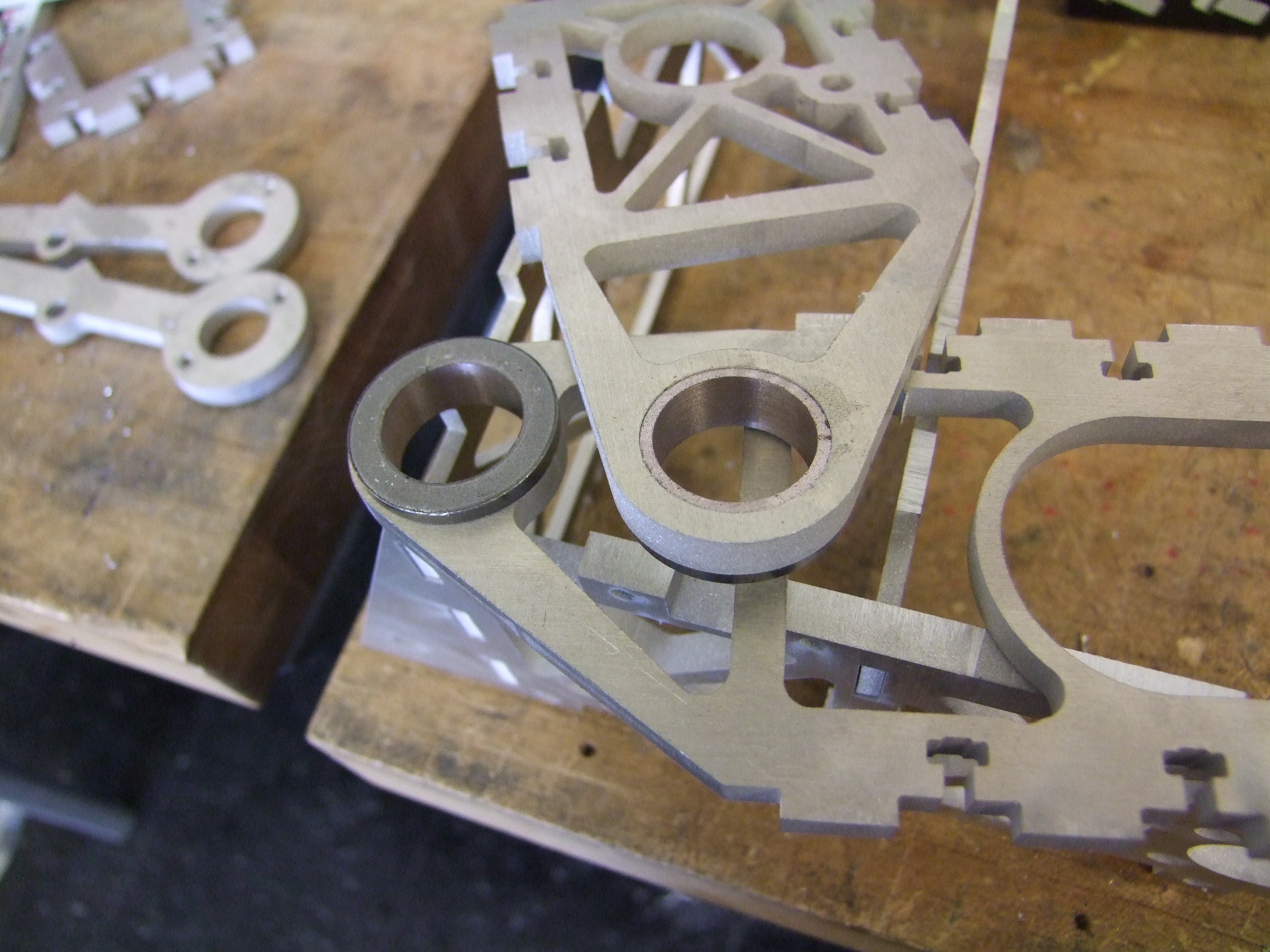
The gearbox was later wrapped into an actuator design:

The architecture of this is very similar to my other custom actuators. The gearset is from Vex (I’m obliged to say every time I mention Vex: When the hell did they get so legit?). In the center of the top gear is shoved a machined down McMaster fast-travel ACME leadscrew nut. The two bronze bushings supporting it are flanged to also handle the thrust loading, and not shown in the model is the gigantic loogie of grease that this whole thing will be basked in.

The lifter model refined a little and inserted into the robot model. This actuator orientation better uses the leadscrew length (instead of having like half of it as filler length just to reach the clamp arm. One thing that I don’t like about it now is that it does not actually shield the motor that much better. With a standard-can speed-400 (RS-385) type motor, it’s okay. But, I only had “long can” motors (RS-395 type) that won’t grenade at the 26v electrical system, and those stick out a little further. The standoff is there as some degree of protection and as a lower travel limit for the leadscrew.
It’s totally fine against blunt-sided bots, but a good high speed wedge drive can probably reach the motor and bend it. I almost want to re-engineer this whole system from scratch instead of just patching parts onto existing structures.

This is what the reach looks like. If I *am* facing a blunt sided opponent, then this actuator is also a nice “hard stop” for the back of the fork. It doesn’t really stick out that far.

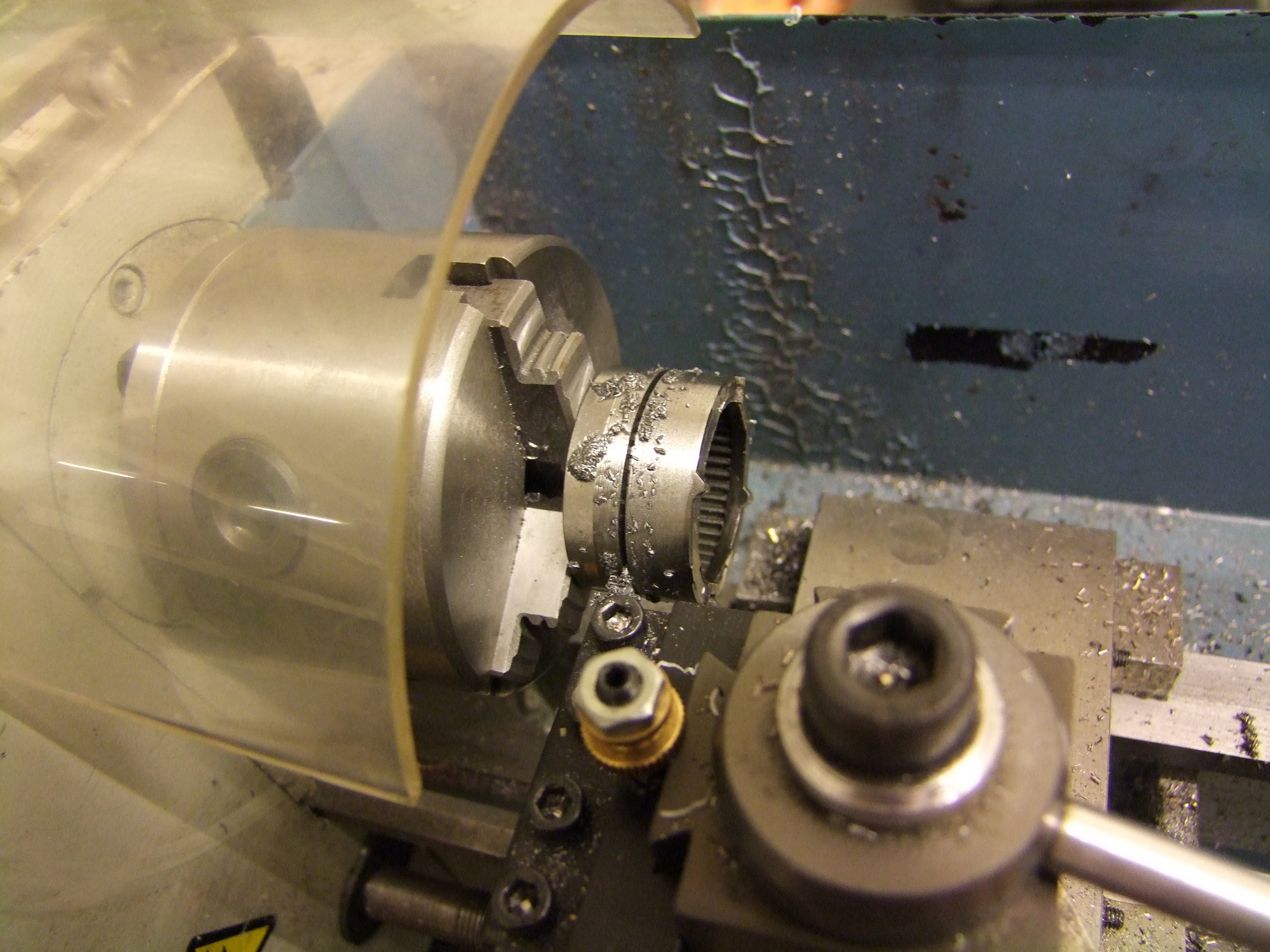
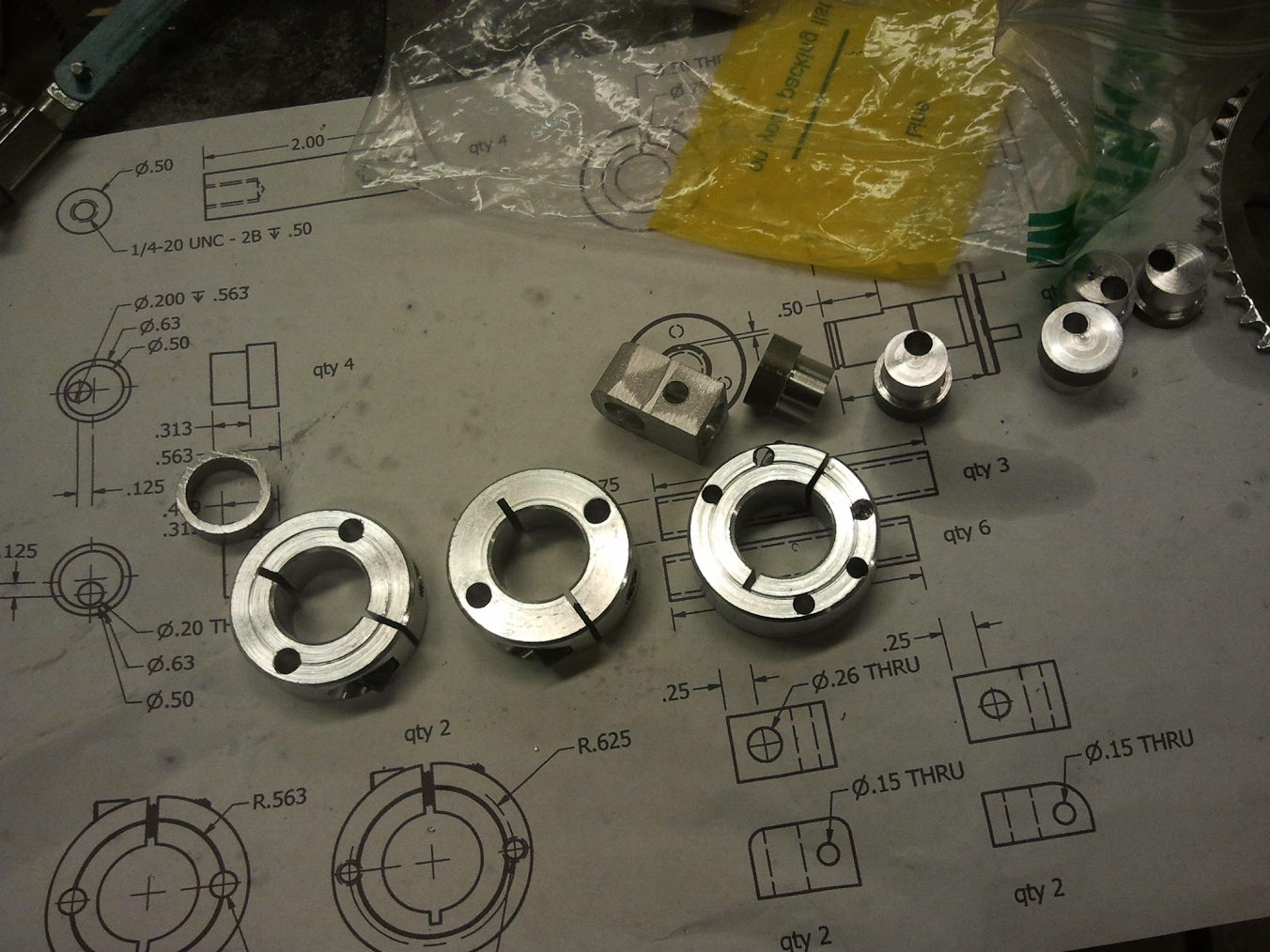
It was time to start cutting metal. Here’s the ACME nut about to lose about 50% of its volume! The threads had to be machined off and the part turned to press-fit diameter, then cut off at 1/2″ long. I was wasting 2/3rds of it by mass, but until McMaster makes raw Acme nut stock…

The nut turned down and the gear bored out. They are to be combined using copious amounts of green Loctite and an arbor press.
Pictured behind it is one of my “troll drawings” – in which I put about 10 parts on one page with just enough dimensions to remind myself of what I’m doing. Some times it even fails at that.

The lower gear is attached to the motor by… well, not much. I machined a hex adapter from some steel hexagonal stock. It’s set screwed to the motor, and the gear simply sits on the hex. That’s it – that’s FIRST Robotics engineering for you. It just has to last the season.

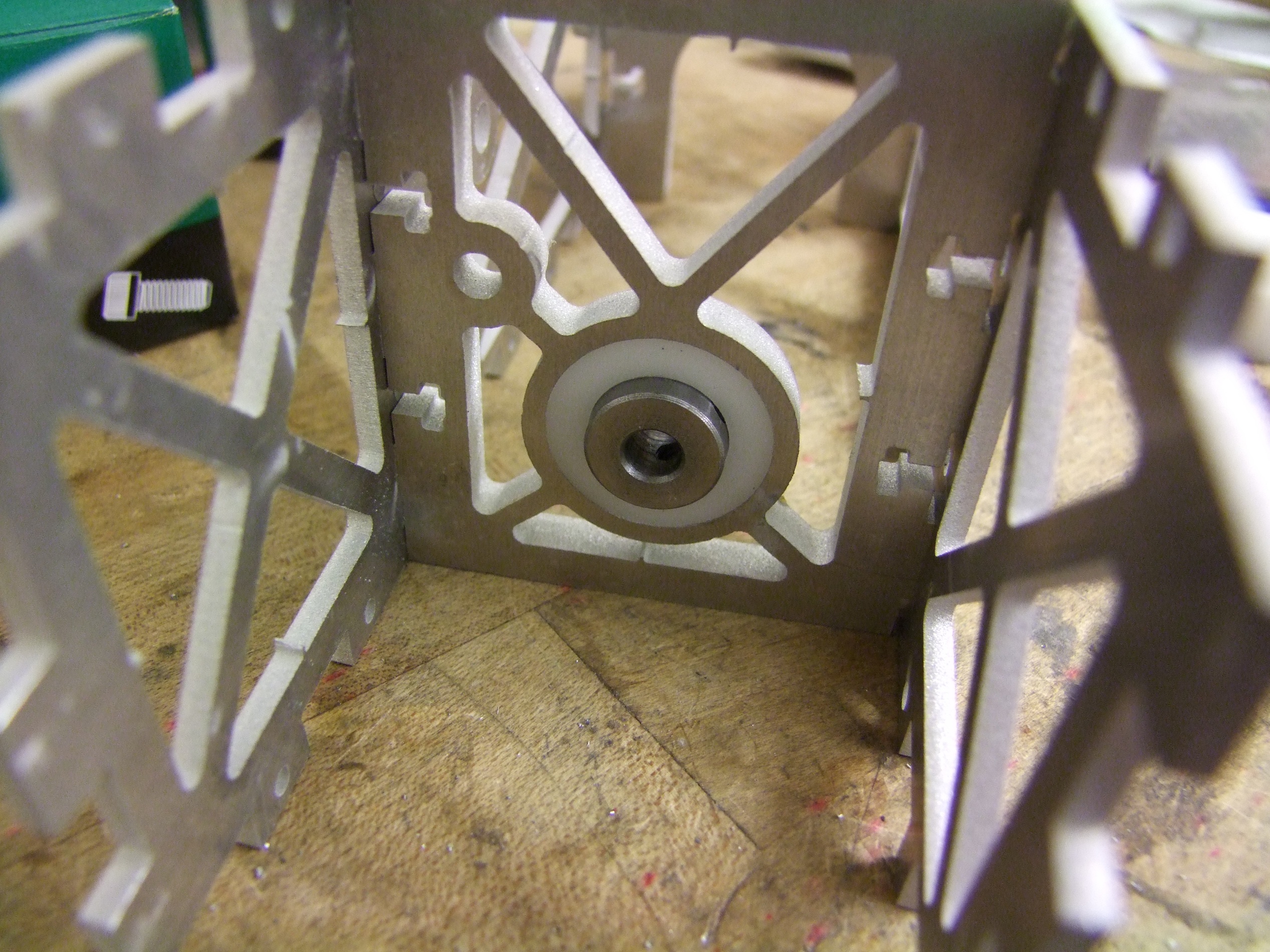
What everything looks like when put together. On the bottom (motor side), the hex adapter is supported by another one of those R1212 bearings.

The new leadscrew cut to length and with attachment flat machined.

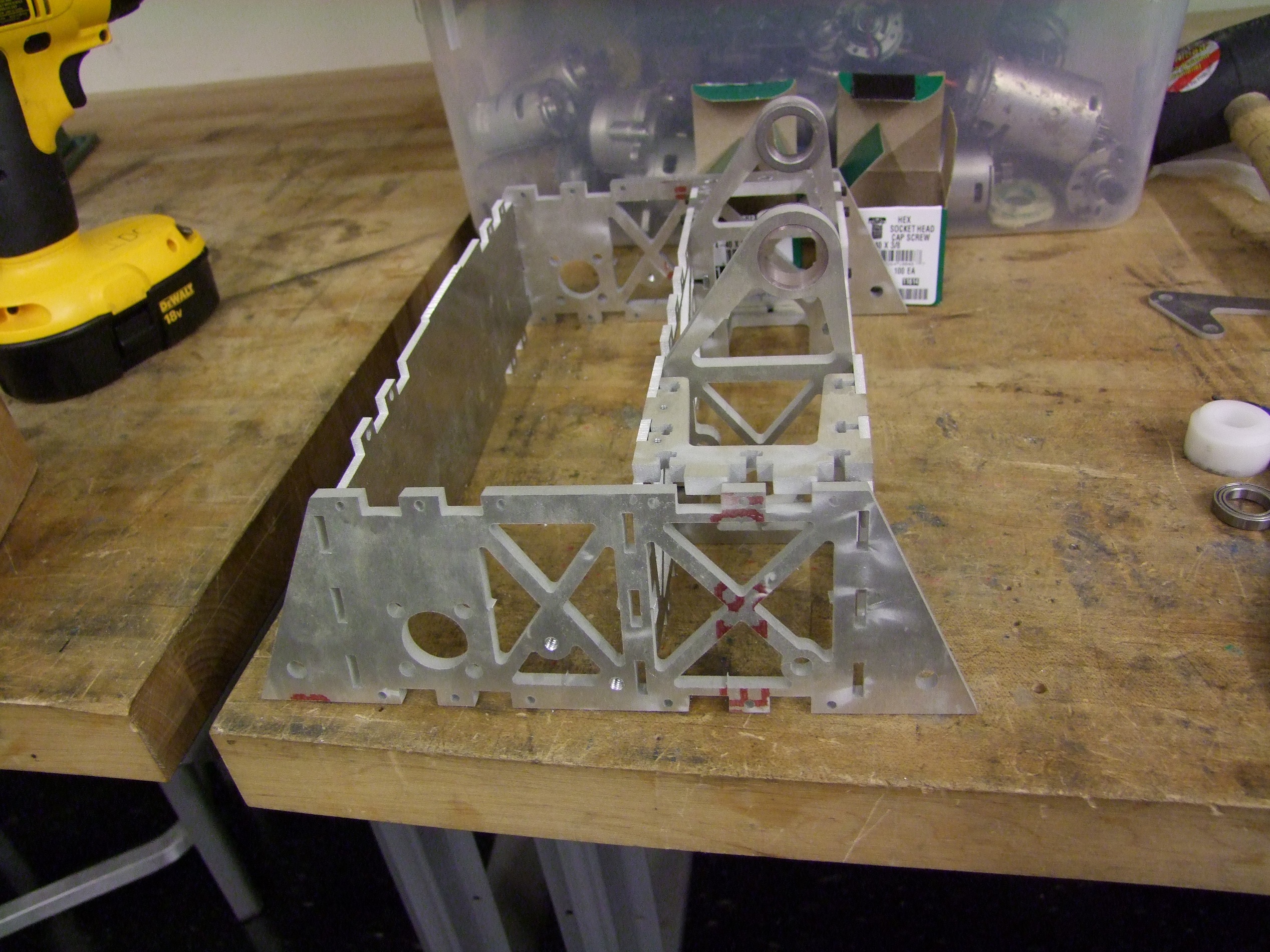
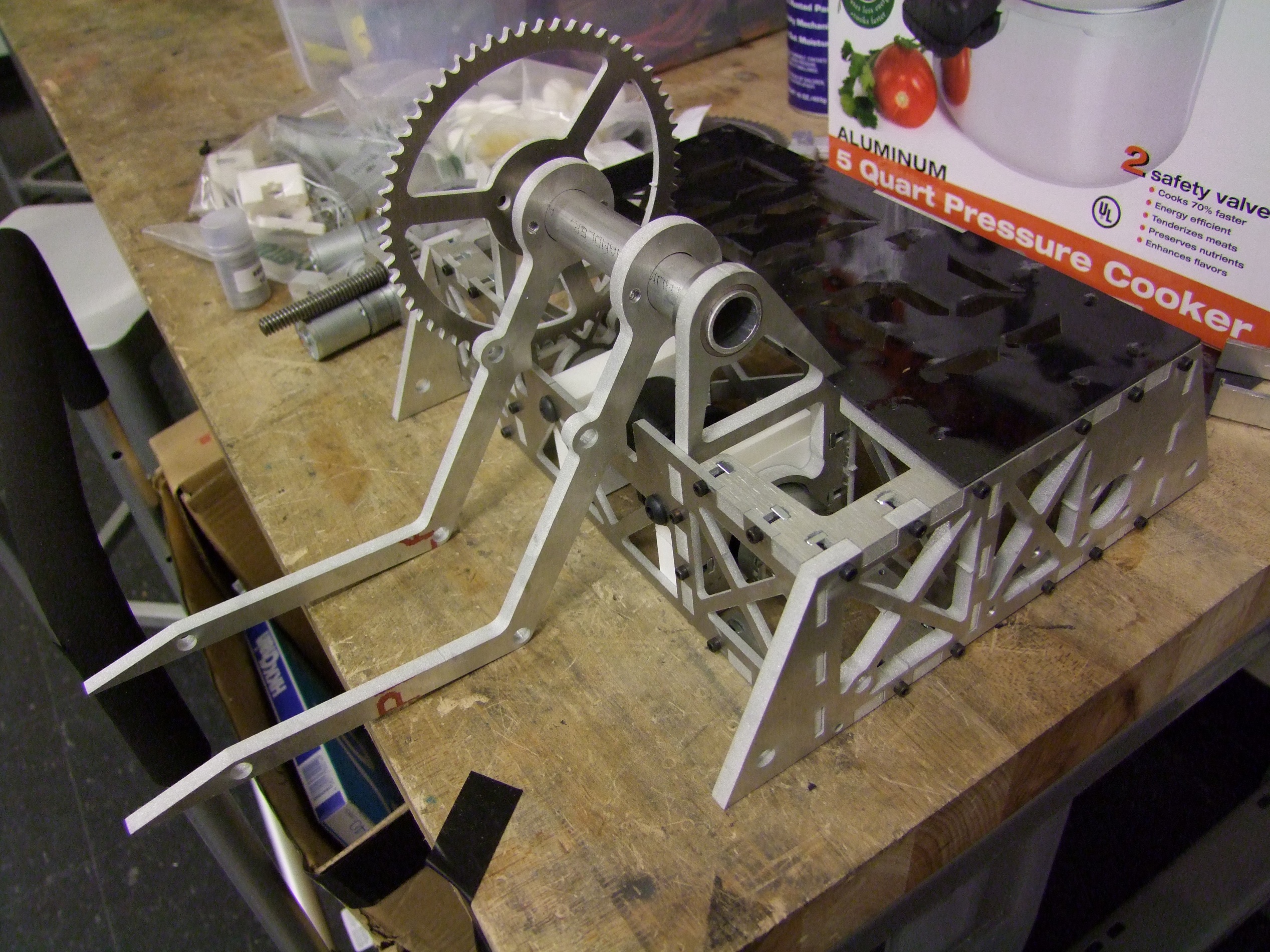
And finally, everything mounted in the bot. See how far that motor sticks out?
When the clamp is down (in a position ready to close on something), it isn’t a problem since the motor is well shielded by the aluminum body of the actuator. I guess one thing that I have to watch out for now is someone taking a high speed run at me when the clamp is all the way up.

I extended the umbilical cord from the bot to account for the new actuator placement, backing up the wire the entire way with heat shrink.

Fully installed, wired up, and with a healthy dose of lithium grease. I ran some tests where I practice “clampbot yoga” using Null Hypothesis as a chew toy:
This new actuator is great so far. With the actuator motor’s Ragebridge half set to 15 amps, I can literally run it from endstop to endstop, full speed, and still release in either direction. The RB’s fast current limit algorithm helps here, as does the high lead angle of the screw so it can never “bolt” itself together. The clamp speed has also increased to about twice what it was before. Clocker should miss less grabs now because of this upgrade.
I sparred Clocker briefly with Null Hypothesis (feat. Jamison as the pilot of Null) just to shake everything up from Motorama and to try and catch problems early:
Guess this wasn’t really that representative of a match – the floor is super slick polished concrete, first of all, instead of hard outdoor carpet. However, I did confirm my vulnerability to someone getting stuck between the springy legs and the fork. Careful maneuvering will be needed to make sure this does not happen.
I put the bot away for a few days to work on 12 o’clocker, but with that affair now complete, it was time for some pre-competition preventative maintenance.

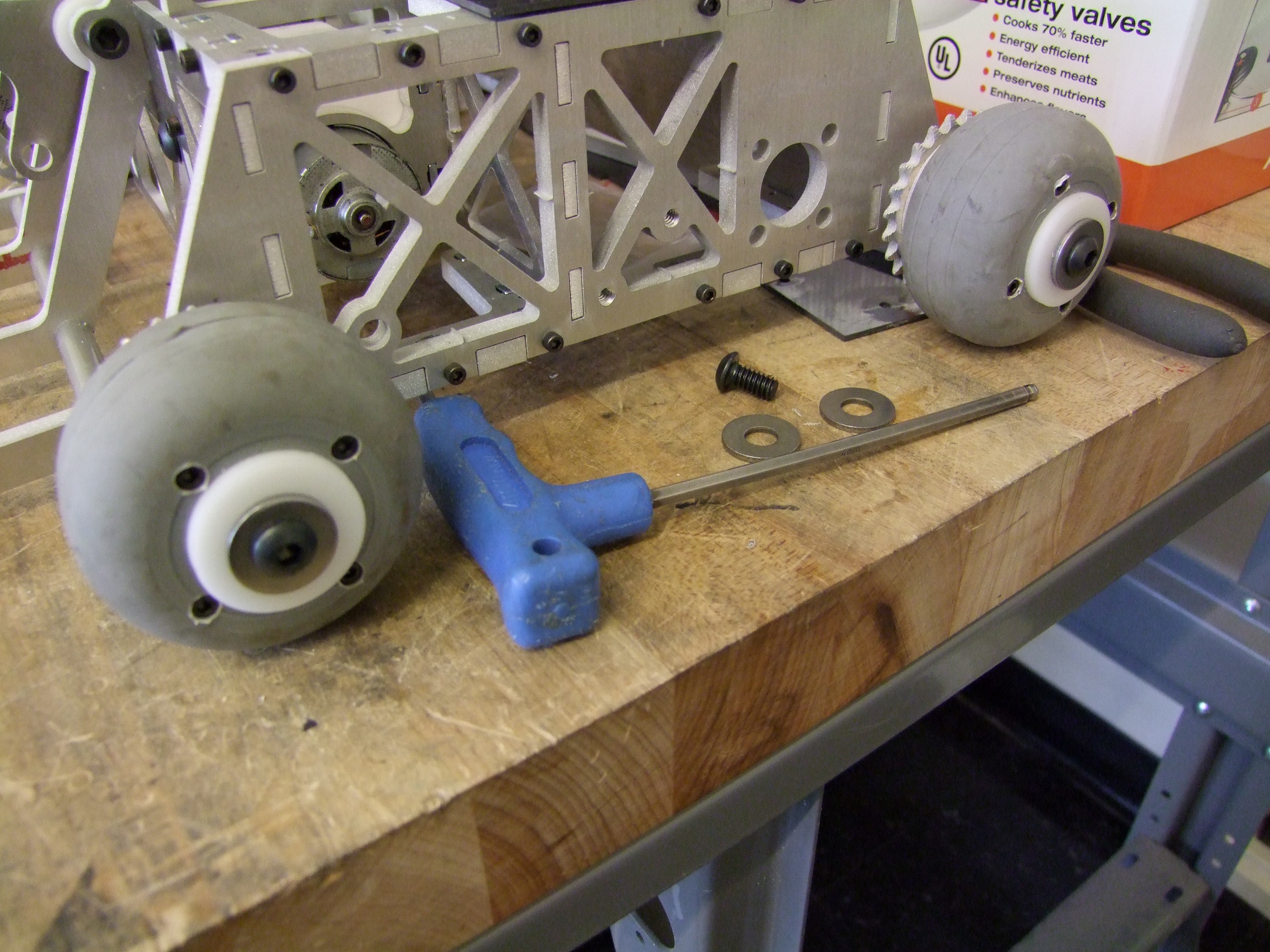
I tore down both drive halves of the bot completely to check for issues. Are the DeWalts still in one piece? Is anything really, really worn down?

I mean, besides those wheels. They’re pretty destroyed, and only got more destroyed after Motorama from demos and sparring. I did make spare wheel stock before Motorama, so I decided to give Clocker 4 new wheels and keep the half-worn front tires as spares for now. (Due to the way the fork can load against the ground, Clocker goes through back wheels much faster than fronts.)
All I needed to do to swap wheels was to use one of the spacer rings holding the sprocket away from the wheel as a template to drill clearance holes into the new ones.

Überclocker is now cleaned and buttoned back up.
At this point, both of the bots are totally ready to fight tomorrow if need be. However, the story doesn’t quite end there. In these past few days, I also went and upgraded certain parts of my 3200lb 2WD wedgebot to prepare it for the 1000-mile (one way…) trip to Atlanta and ideally back. That’s a story for later on.
Dragon Con 2013 Panel Info
I’m coming back as a speaker this year on two panels for the Makers & Robotics track at Dragon Con. See the full schedule here!
The first one, CAD and Maker Resources, is an extension of my talk last year on where to buy things for your mechanical whirlygigs and doobobs. Except this time, I’m focusing more on how to make nice things. By this, I mean exploring using free and free-ish CAD programs to better design out your projects before laying into a piece of aluminum with a plastic safety scissor, and taking advantage of modern rapid prototyping and digital fabrication resources. Basically, How to Build your Everything Really Really Fast for Kids who Can’t Build Good.
It’s been my observation that many folks, especially those already well-versed in the EE and software side of things, are dying to get into mechanical projects, so it will focus on such possible routes to start immediately instead of mocking things up with plywood and hot glue. Having been on all 3 sides of the proverbial coin (the knurled edge is a side, I swear),I’ll explain why hardware, and especially mechanical, projects are more involved in general and how they differ from the typical fancy PCB.
The second is in conjunction with my partner in hoodrat shit, Adam, and will concentrate on Electric Vehicles. The panel last year was a primarily discussion and Q&A driven session where we used peoples’ questions about EVs to dive off, and that will remain the same this year. Hopefully some hardware will be in attendance too.
I’ll at least try to have a set of slides made for both of these; no guarantees, of course, that they are actually representative of the panel. If the media resources are available, I will record the sessions and upload them after the fact.