As the 2.007 Silly Gokart Race draws closer (by which I mean it’s this weekend), so does the completion of Chibi-Mikuvan. Since last week’s outer shell work, I’ve brought the frame to mechanical and electrical completion, and have tested it under power. Technically it’s now “internet-complete”, which is a term I defined to mean that a project is finished enough that the Internet wouldn’t know the difference. It’s like “internet famous”. Here’s the somewhat chronological recap, as usual – a few things didn’t happen in a purely consecutive fashion but it’s much easier presented that way.
While the layers of resins and paints and the like were slowly crosslinking, I returned to working on the drivetrain. I last left it in a state where the frame could roll around, but the motor wasn’t mounted to the angle grinder gearbox yet, nor did I make the adapter shaft for it. I had planned for the angle grinder gearbox shaft to be keyed and for the pinion gear itself to be broached, but that would have necessitated buying a 10mm bore bushing for a 1/8″ (or 3mm) keyway, which was also nonstandard. What? Hell, if I haven’t remembered to make or buy the bushing by now, it’s clearly never happening.

That same day when I pulled up the design files, I decided to abandon the keyed shaft and return to something I last did in 2005 with my old 12lber Trial Bot: a tapered shaft and matching tapered bore. Tapers can transmit power with full material contact instead of relying on several small, discrete fastening elements like a key or set screws. They can be the strongest coupling method per volume because of the full contact and least concentration of stress.
The idea would be to machine a certain taper into the gear, machine the same but slightly shorter taper into the shaft, and then mash it together with a fastening screw. I chose a taper angle that would be self-locking to prevent the screw from having to hold rotational torque – this implied a taper of less than 10 included degrees. The design constraint here was that it had to start at 10mm diameter, end at 12mm diameter, and do so in the space of 17mm, the size of the gear.
Well that turns out to be 6.75 degrees, so I just rolled with it.
Shown above is technically the finished product – the gear on a tapered bit cut into a 12mm piece of precision-ground shafting steel. On the other end is an 8mm reamed hole to fit the motor shaft. I then took this scrupulously machined shaft and repeatedly hacked it up with a Dremel to make the clamping slit…. precision!!!!

To make the taper, I decided to exercise Tinylathe. I set the compound to as close as 3.4 degrees (roughly half of 6.75 degrees) as I could, and busted out one of my old miniature carbide boring bars for the job. The pinion steel was tough, but clearly not hardened, so this step ended up being much easier than anticipated.
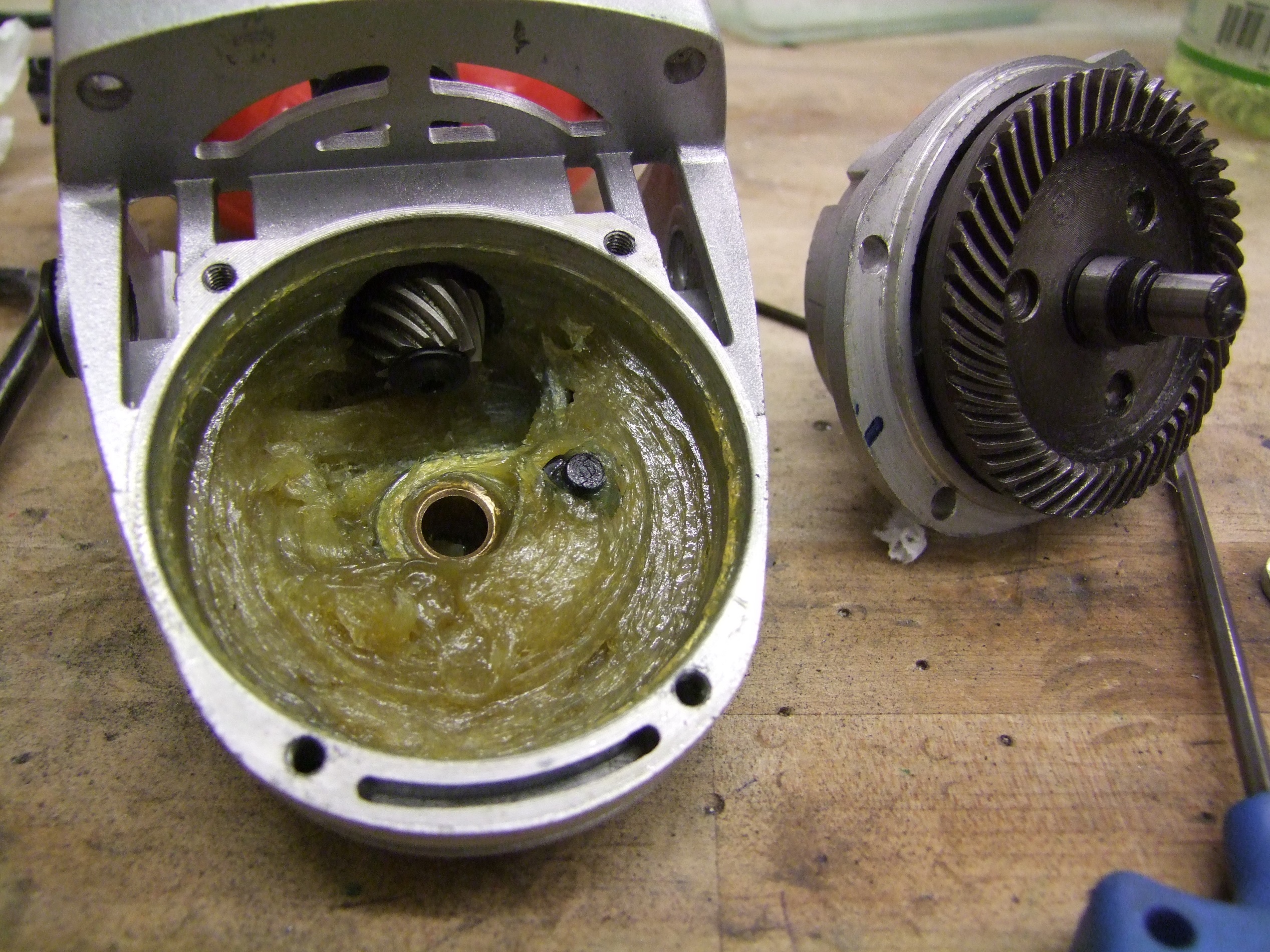
The angle grinder gearbox made axial alignment of the pinion easy, since by default it’s just rested against the bearing. Spiral bevel gears are supposed to be very high precision devices, but I’m not so sure about these.

After assembling and closing everything up, here’s what the gear drive looks like. The sprocket has a big notch milled into it to interface with the spindle wrench flats of the angle grinder gearbox. The big nut is just to keep it in place axially, and it will be replaced by a smaller, more mild-mannered nut.
The coupling to the motor is done by tightening a 12mm shaft collar over the split section of the adapter shaft. This is a method I’ve used many times when one shaft is larger than the other, and is very simple to implement – drill an axial hole, then slice with a Dremel (or more legitimately, a slitting saw)

With the drivetrain basically done, I began plotting what to do about the electrical system. I was going to just lay out the contactor deck salvaged from the Ford Fusion battery on a piece of plywood or hardboard and lay the other components next to it for starters. I decided, though, that the three contactors on that assembly were just totally overkill for the end goal – I have no reason to need a precharge contactor AND discrete battery positive AND ground isolating (battery negative) contactors. Really all I need is a single positive side contactor with the precharge system built in on it.
Once the stock contactor deck was out, I began getting creative with the packaging. It occurred to me that I had several 7.62 NATO ammo cans which fit very well in the rear box frame. This was a complete accident, but a satisfying one. The ammo can could fit all the components and keep them water and splash resistant, since every year at the New York Maker Faire, it somehow rains. I took a while to arrange the components in a manner which made sense.

I decided to pursue a vertical solution with two levels, keeping the big power on the bottom and the signal interfacing on top for easier access. This is, of course, all predicated on the reliability of the power components, the Hobbyking motor controller in particular. In the design above, though, it’s still not too hard to get out if needed.
I left a large gap on the right side, by the ammo can’s hinge, so I can put the Hella master cutoff switch in the area (it sticks down pretty far) and a fuse block on the outside to make the mandatory fuse easily accessible.

The white component in the design is an “isolated ground stud”. I elected to use this method instead of a large terminal or bus block because of the limited number of ground connections I needed – basically one big wire in, and one big wire out. I remembered using these in FIRST Robotics before the power distribution became all fancy and modular.
The ground stud itself is a custom 3d printed job using a Makerbot, with a broken Hella switch’s terminal inserted through the bottom as the stud.

The first step in processing the ammo case was to remove the handle to make way for the switch and fuse block. I drilled the spot welds out to remove the handle anchors. The cutouts for the Hella switch and fuse block were made with a Dremel cutting wheel.

The Hella switch is now installed along with the mini-ANL (or MIDI, depending on who you buy it from) fuse block. I designed some wire guide/grommet/panel mount things which are installed into their own cutouts on the sides. These were designed with three tiny holes which I could drill out to fit different wire and cable sizes. They’re split into two pieces so they can install over a wire I thread in first, instead of having to deal with pre-installation, which makes the whole system more flexible in case I change something. Remember, this was practically designed on the fly.

Laser cut MDF lower deck with power components installed.

I prepared some auxiliary components, including the 12V rail supply and the precharge resistor. The 12V supply is a chopped up 5V R/C BEC unit like eNanoHerpyBike’s – I have a pile of dozens of these things, so it’s easy to grab one and go. The primary 12V consumer will be the roughly 0.9 amps needed to supply the contactor coils, and a very small amount otherwise running logic and fans.

Installing the first deck now. In this design, I chose to have the DC/DC unit pull power from ahead of the precharge resistor. What this implies is that the 12V and logic systems are powered on as soon as the Hella switch is turned on, ensuring that the logic is in a deterministic state before the ESC wakes up – the precharge resistor causes a delay in its turn-on since the voltage fed to the ESC rises slowly. Subsequently, if the contactor is opened for any reason, the power to the ESC is soft-killed while the logic power remains on.

The second deck contains a 2.007 Arduino breakout board and a terminal strip to make outside-world connections with. The 2.007 board is currently only being used for its Arduino Nano, though the breadboard opens the possibility of adding some more custom signal processing circuitry, if needed.

I cut out a MDF plate that closes of the bottom of the box in the rear portion of the frame. It has two slots to allow the use of a small ratchet strap to hold the entire thing down. Perfect fit!

Here’s a profile view of the go-kart side of things. Overall, the setup is fairly clean and all of the powertrain is confined to the rear.
And yeah, that chain needed tensioning. I ended up using a half-link (example) to shorten the chain just enough that the slotted mount of the rear bearing blocks were enough to take up the rest.
In this configuration, with a makeshift 7S lithium polymer battery jacked into the massive 150A Anderson powerpole connector, I rode it around to test the Trackstar controller‘s startup response. As with all sensorless R/C starts, it was jolty, but the controller is smart enough to slow down the open-loop forced commutation frequency if it detects a no-start (cogging or “pole slip”) condition, then try and ramp up from there. It’s clearly designed for ground applications.
With the very high gear ratio present in the system, it’s able to take off basically within half a second of applying throttle each time. If the motor lands in an unlucky spot, it does cog, but recovers quickly.

I do want to use the liquid cooling feature of the Aquastar motor, so I had to sequester a water pump and radiator from somewhere. Luckily, a MITERS member had a spare cooling rig from an old PowerMac G5. I would just need interconnecting tubing and a little jar as a reservoir.

It took me a great deal of Internet wandering and the sacrificing of one of the pumps to find out the pinout of this connector. So if you don’t get this information anywhere else, here is the pinout of the Power Mac G5 liquid cooling pumps, the kind with the 6-pin connector. Did I mention that this is the pinout of the Power Mac G5 liquid cooling pump with the 6 pin connector? By the way, this is the pinout of the Power Mac G5 liquid cooling pump with the 6 pin connector. I even added image descriptions to the image itself saying that. Google is about to delist me for black-hat SEO, I’m sure.
To turn the pump on, ON must be connected to the 12v rail. It’s a very quiet centrifugal type pump.

I put aside the pumps for the time being to finish the last bit of visual detailing for the outer shell. I’m not going to be fancy and add working tail lights (yet), so for the time being they’re patches of orange and red paint. I basically reused the “inverse stencil” method again, covering the area in masking tape and knifing away what was not needed using the drawn lines as a guide.

Here’s the taillight painted details with the first bumper sticker! Okay, Beantown, you win. Beantown Taqueria is the nemesis in my ongoing fight against obesity and heart disease, but a very delicious nemesis.

Moving back to the powertrain now, here is a set of shortened battery pack endcaps I machined. But wait! Wasn’t the battery going to occupy the entire floor area?
It was also going to weigh about 60+ pounds. I test rode the chassis while holding a 55 pound Class-D fire extinguisher, because I love being ironic and also because it was the most compact object to weigh that much. This was such that I could simulate the battery’s weight. Conclusion: The sensorless starting routine is getting really borderline. Adding 60 pounds to the combined weight of me plus vehicle (about 70lb of vehicle and 150lb of me) is a 27% weight increase, and the gear ratio is no longer enough to guarantee starts!
Alright, so 1.0kWh of battery was going to be ridiculous. I decided to cut the battery to a third of its original size. In a PRS race scenario, I’ll have to run for at most 15 minutes between required pit-ins and driver change (in the endurance race format), so as long as the battery is quickly swappable, it should work fine. The new battery, 28.8v and 16Ah, will weigh only about 22 pounds.
Hence, I redesigned the battery caps to only hold 6 of the Ford Fusion modules, and mount by only two of the four mounting holes.

To make this battery, I started taking slices off the cake and rearranging the cells inside the module. Some of them needed to be flipped around in their casings, so the positive and negative terminals could face the correct way. I discovered that the rubber isolators that they put around the cells are designed to only fit in one way, so the casings could no longer close if I just flipped the cells. Those had to come off – they’re the rings to the right.

I reused the bus bars that came with the battery pack to make the interconnects. There are two modules in parallel per “cell group”, and 3 groups in series, to make 28.8V and 16Ah.

Here they are, stuffed into the endcaps as a test fit. There are some touches I have to add, such as, you know, output wires.
So this is the progress of Chibi-Mikuvan up until last night. I’m intending to have it running, maybe not liquid cooled, by Saturday’s 2.007 EV race. I also have half a mind to drive across the country to Bay Area Maker Faire (not driving it, mind you…) and enter in the first PRS race of the year.













{kind=link}
{kind=link}