It’s slowly coming together.
Actually, there is exactly one more part in the mechanical assembly of the robot to make… in theory. After that, it’s all electronics work (and maybe some minor mods here and there). However, that one part is going to be a ton of trouble.
Anyways, pics.

Both ÃœGFBs in place. I’m missing 4-40 cap screws to assemble them, so I (go figure) need to run to the hardware store again, or just order a box from McMaster and hold my peace forever (until I need a longer one).
Each ÃœGFB contains 3 drill gearbox stages for a total of 216:1 per gearbox. The 3:1 chain final reduction takes it to 648:1 from motor to output.
This assembly will not take its own stall torque – I established that long ago and decided to just go with it.

Alright, so, here’s the last major fabbed part on Ãœberclocker – the gearbox main shaft. This was one of the parts that I designed at 5AM while hopped up on Jolt and never quite looked back until I had to make it – which is when I realized it was a HORRIBLE idea.
But it was an excuse to explore the threadcutting functions of the lathe. In order to mechanically decouple the fr0k spr0cket from the gearboxes, I decided to use a giant nut on the shaft along with washers and disc springs to set the “clutch force” needed. This required the cutting of a 3/4-16 thread into the steel rod. I had no 3/4″ die and probably couldn’t crank one even if I had it.
So, in a leap of faith, I read a quick webpage or two about threadcutting (“So that’s what the little dial thing is for…”) and went for it. Here’s the thread in the process of being carved into the steel shaft.

Well, the finish is horrible, the threadform isn’t exactly triangular, and there was a bit of “accidental overshoot”, but the nut fits. Not bad for a first shot.

The main shaft slipped in place…

…with a fr0kspr0cket and retaining nut.
About now is where I realized that the system had to be re-engineered. I didn’t “design” any sort of power transmission mechanism from the the gearbox shafts to the main shaft. So in a moment of brilliance, I tried to wing it with set screws.
However, the 3/4″ OD of the shaft along with the .472″ bore meant that there was a hair over 1/8″ of thread in the set screw holes, which is bad even if I flatted the drill gearbox shafts. Additionally, I had no space for washers or disc springs next to the nut, since it would cover the set screw hole if it moved any further towards the sides.
So I pretty much designed myself into a corner here. Fortunately, 2.5 weeks remain to re-engineer this section of the bot.

A quick check to see if everything lines up.. indeed it does. So maybe I was actually awake for this part of the modeling?

After my disc springs and random hardware arrived from McMaster, I needed to put together the clamp arm pivot block. This required pre-loading the disc spring stack a bit in order to cram the retaining ring onto the leadscrew nut assembly.
Unfortunately, I can’t do this AND wield a retaining ring plier at the same time. So this Somewhat Innovative Solutionâ„¢ was devised – push the springs down by clamping the pivot block’s edges and tightening the clamps.

The complete clamp arm actuator, with the motor mounted and previously interfering shoulder screw counterbored.

The corner I designed myself into has, as any good corner should, three sides – two ÃœGFB gearbox shafts and the leadscrew from the clamp actuator.
I’m not exactly sure what I was thinking at 5AM when I whipped this together, but it was probably not very much nor very coherent. At the clamp’s maximum travel, the leadscrew interferes with the diameter of the gearbox shafts almost to the 3/8″ thread.
This is bad – 3/8″ isn’t exactly very beefy, especially not when it’s hollow and loaded with stress-rising threads. I could remove the little retaining screw from the actuator, but that gains barely an eighth inch of diameter (and also risks running the clamp arm right off the end of the leadscrew, which is bad)
The best solution would be to just shift the motor mounting holes back an eighth inch or two… or move the fr0k pivot shaft a bit forward. However, that’s a nutty amount of re-engineering and rebuilding either way – I might have to dig up more 1/2″ aluminum and recut these pieces on the waterjet if tricks on the mill don’t work.
This is a very cool-looking corner. I think I’ll stay and stare at it some more. Preferably during the day when I have a clear head and no caffeine in the system.

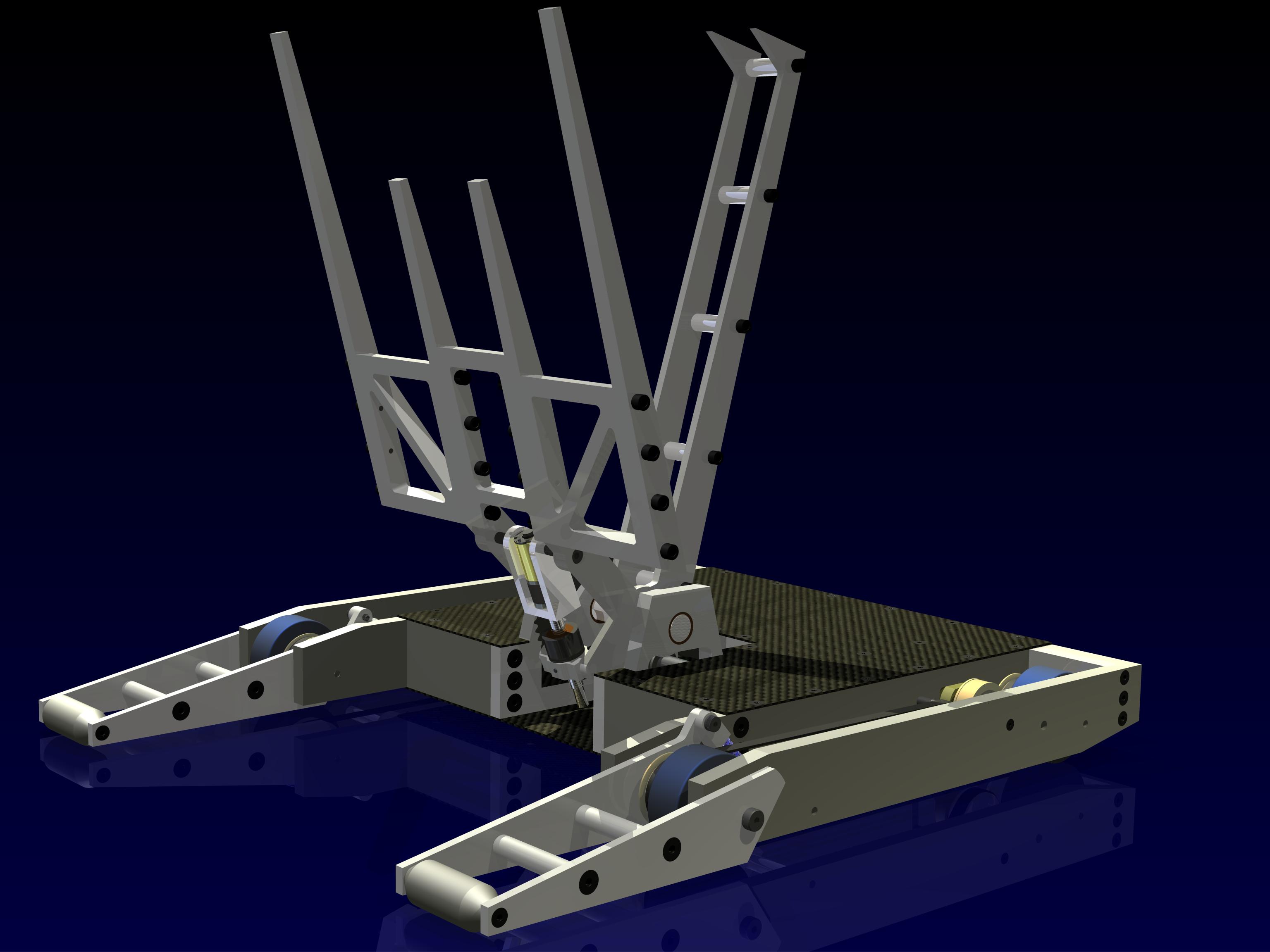
So with little else to do until I had a solid design, it was time for Pretend-O-Bot!
This is essentially what the final bot will look like. Yes, this is why I love engineering.

Folded down in the convenient Stow-And-Go position. Speaking of that, I should figure out how on earth I’m going to get this enormous bot down to Atlanta before it comes to the night before departure!












{kind=link}