My day to day task of what is essentially making sure ducklings don’t fall into storm drains (but in an engineering instruction capacity) means that my free time is generally more fragmented. Students being about to come in and out of the shop at will means I can be interrupted by questions at any time. So, I’ve taken the past few weeks to fill in some knowledge gaps that I’ve not paid much attention to before, but have always been nagging in the back of my mind otherwise. Since they’re not extensive build projects, I find it easier to fill the voids while supervising the class. These little exercises include more experimentation with CNC subtractive fabrication (read: machining) and making things in CAD that aren’t straight lines for once.
cnc… sort of
One of my darkest and most personal secrets, which I guess I don’t really try to keep but everyone just seems to assume otherwise, is that I don’t know how to CNC things. There, I said it. You can judge me now. By “CNC things” I mean using traditional CNC 3+ axis milling and turning tools. I’ve done some simple “2.5 axis” things using the many EZ-Trak type machines on campus, but haven’t ever gone through the whole design-part-import-into-CAM-software-generate-toolpath-postprocess-zero-the-machine-and-go process once completely. I may or may not have done a few of those things disparately, or taken over for someone / handed a job off to someone else. But never once through.
I think the primary reason behind this is just that I caught onto rapid prototyping machines and processes early on – waterjet cutting and laser cutting in particular – and basically started designing everything around the much easier availability of them at the time. Another turn-off to “independent practice” later on was that the 2.5 and 3 axis machines I am around the most often are also heavily trafficked, and they’re often left in states which were way different than the last time I saw them, or all the tools have changed.
Really what I need to do is just spend some damn time going through the whole process, machining random objects. You learn just by using something so damn often, which is what I did initially with manual machine tools and the waterjet (and then 3D printing through building my own machine). To do this, ideally I’d have a machine which isn’t used often and so I can deteminately track the state of for the first little while.
Or I could start messing with something so simple it doesn’t have any states to mess up. I have one of these little things in the shop:

These contraptions seem to be used frequently by model makers, and they are the choice of machine in the MAS.863 class How to Make a Mess out of Almost Anything, which I helped TA last fall in said shop. They were also the staple tool of this guy, whose site I ran upon a few months ago for the first time, then recently once again, and now view as some sort of god. His Guerrilla Guide to CNC is a helpful read for the uninitiated (while I found the machining knowledge mostly nothing new, it was still an enjoyable read and I consider it an excellent resource if I also get into resin-casting). The most recent time, it was shown to me by one of my friends, upon which I went “Oh! Yeah, I’ve seen that.” and immediately went to hide in a corner afterwards. Reading it thoroughly was pretty much punted me into starting to mess with this bugger.
The best part is that now that the class is not running, the Modela has been sitting mostly idle. In the class, its primary duty was routing small circuit boards from copper-clad PCB stock, and it ran from a Python GUI running a C++ backend (which I am told is new – last year, it was run straight from the command line), which was entirely coded by the professor and his students. But it also has a proprietary Windows software, Modela Player, which is basically a simplified graphical CAM software. Nifty.
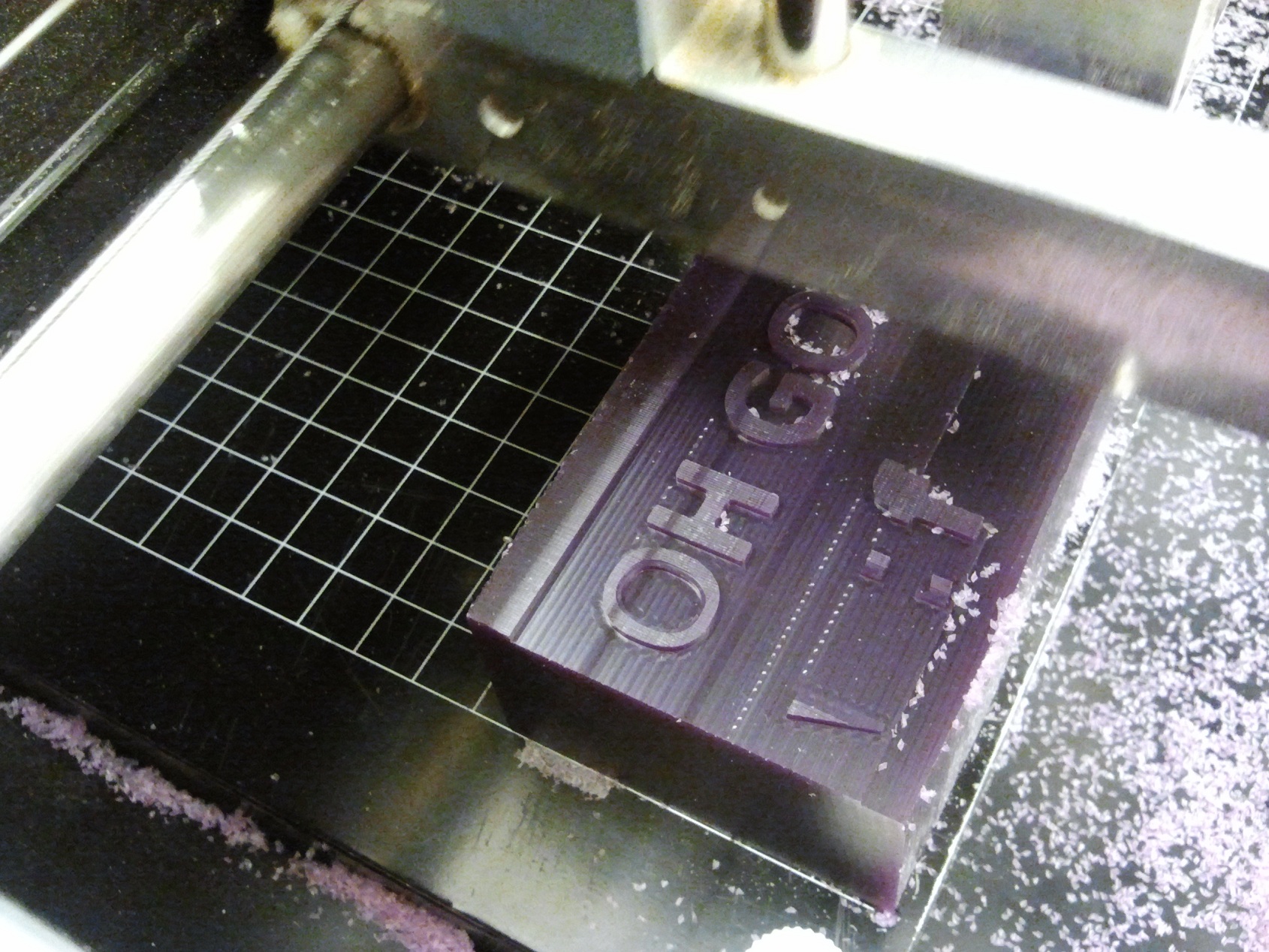
Let’s begin. I modeled an appropriate test part in Inventor and exported it as an STL file. Modela Player can import IGES 3d files or STLs. Based on my failure to convince it to read my IGES outputs, it seems to like STLs much better. Hey, it’s like a 3D printer, except it does the opposite of print!

Yeah. Hey, it has flat regions, internal radii, external curves (the o_O is made of filleted cylinders) and some hard to reach inner corners. Perfect! This is what the MP interface looks like. All of the usual CAM-like buttons are there – stock size, faces to machine, and adding machining processes.
For reference, I mostly followed this tutorial. I gave it a read-through, then tried exploring as many of the features as possible without it. Overall, I can say that the software is set up very intuitively and there is a definitely workflow, though the names and labels of functions could have been better translated. Since the software was originally Japanese, I’ll give it a pass for being a little Engrishy.

This is a roughing pass that I generated. MP is interesting in that the feeds and speeds are completely wrapped up in the tool settings. It comes with several built-in tool definitions, and you can add your own. Each tool has a certain feed rate, spindle speed, cut depth, stepover (basically density of those horizontal lines), etc. for each material. So, all you have to do is literally select a tool and indicate your material (which can also be added custom). I elected to add a 1/16″ carbide ball nose endmill and 1/16″ square ended carbide endmill, using the settings derived from a built-in 1.5mm cutter.

MP also comes with a cute graphic visualizer of what your cut will look like. This is a preview of the roughing cut.
I discovered that there’s not really a way to “zero” anything, like on the corner of a stock. It seems like this machine is intended to cut shallow depressions into a block of material that is of indeterminate size, which – go figure – is what you’d do for a molding and casting scenario. The software even has built in draft angle capabilities and “margin” adding – it will automatically add a ring of full depth cut empty space around your parts.

The machine appears to the computer as a printer. The first time I got to this stage, it would output everything at once, but nothing would happen on the machine side. Some investigations concluded that the Windows side drivers were completely messed up. I had to uninstall everything related to the machine (including its strange USB-to-DB25 cable adapter) and reinstall it in the manufacturer’s recommended order before I could get the machine to perk up. This is what the output screen looks like if you have multiple operations involving different tools. You hit Continue and the machine will run its cycle, then pause at the end and move to a tool change location.
Or, at least, it’s supposed to. I tried a few different settings which may or may not have been the tool change location, but none of them were convincing enough for the machine to follow, it seems. While I had instructed it to go to an unmachined location so I can zero off the next tool, it just stopped at the end of its last machining motion on the roughing pass, which happened to be directly over the sinkhole in the middle of the first O.
Gee, thanks. And I have yet to discover how to jog the machine yet, if it even has that function.
Oh well. Onto pictures of the process.
The stock of choice is a little brick of machinable wax left over from the class which I sawed into essentially the right size. You line up the stock visually, on the white grid, and double sided tape is the official work fixturing solution. For the limited capabilities of this machine (which can move at a blistering 15mm/s maximum), that’s perfectly fine. Again, no way to jog and zero or touch off the stock that I’ve noticed.
Z axis zeroing just entails driving the spindle down towards the top of the piece, sticking in the tool, then letting it sort of fall under its own weight onto the material. You’re *supposed* to hit the Tool Up or Tool Down buttons with the tool already in the spindle, but that only increments in 0.1mm as far as I understand.

After the roughing pass completed, I changed the tool in the machine by moving the tool up until it was well clear of the material. Unfortunately, as mentioned before, I have yet to discover how to make it go to my big unmachined margin to the right so I can properly touch off the finishing tool, a 1/16″ ball endmill. So I eyeballed it.
It was pretty good eyeballing – the tool was too low by about 1/2mm. Either way, modeling wax is very, very permissive about how it is to be machined.
The finishing stage took approximately 6 or 8 hours, and ran overnight. The finish in the end was very, very clean. Like so clean. Way better than any 3d print can ever get me, for sure!

I decided to try something a little niftier, closer to a part I’d design and then export as an STL. I downloaded a spiral bevel gear from Thingiverse since it looked pretty machinable and was much more complicated.
This time, the path generation was a little more complicated. There’s no way in the software to say “skip this feature since your tool is too short to machine it”. Instead, you define specific rectangular regions to machine – the default is the whole part – that get pathed independently.
To avoid the through-hole in the middle which would have been too deep for the finishing ball endmill, I therefore had to make 4 rectangular regions which very carefully avoided the hole. There’s no “boolean difference” allowed in this operation.
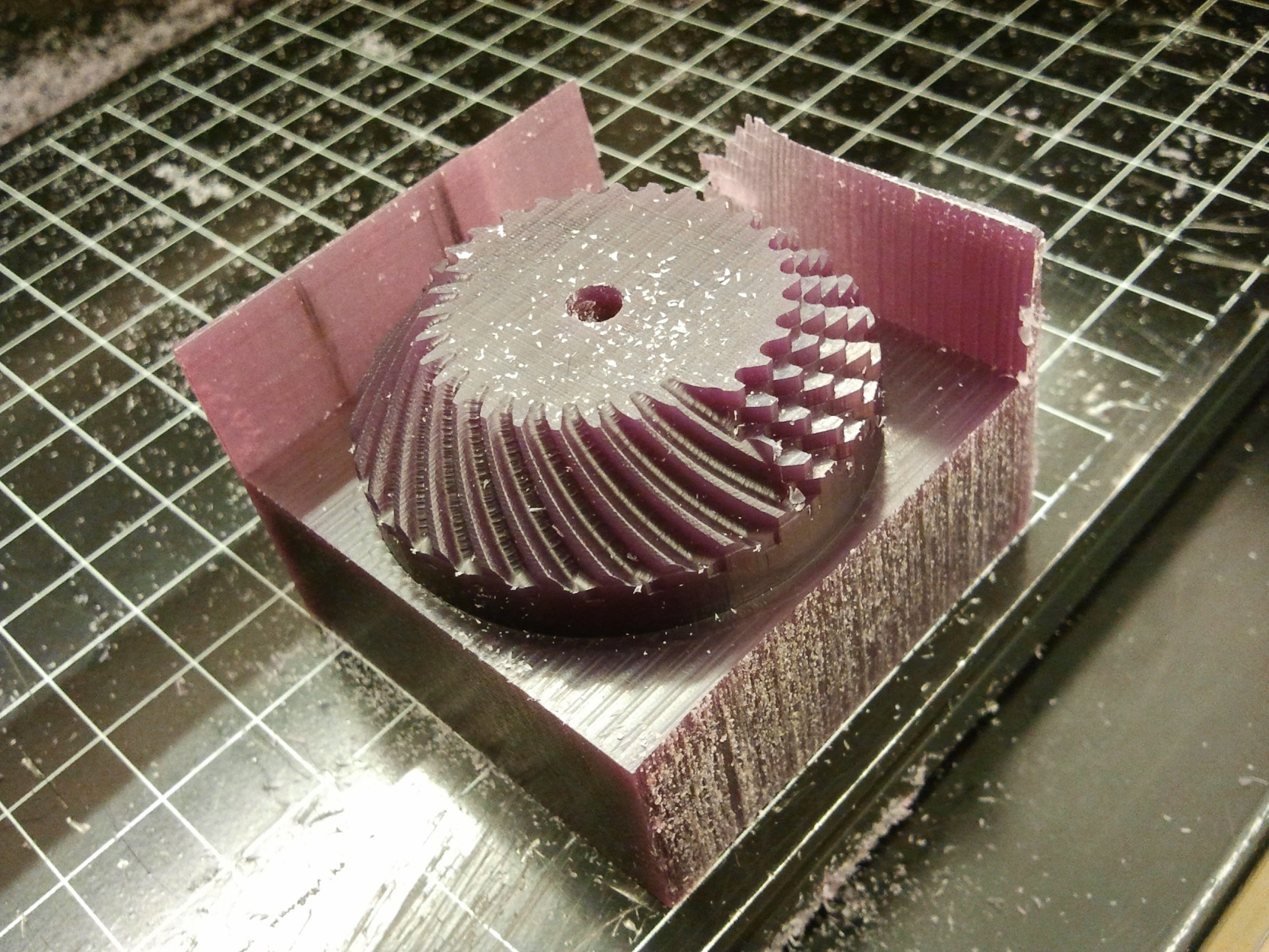
Here’s the piece during one of the finishing passes. I ran the cutters faster this time, so some of the non-rigidity of the machine is visible in the gear teeth. I also set the margins to be very small and mismeasured my wax chunk, so it machined off most of its own sides anyway. I again couldn’t get the machine to go to a specific spot for a tool change. I must be misinterpreting what it means by “Tool Movement Location”…
I intend to keep experimenting with the machine in the coming days. The machine, sadly, does not talk in G code. Rather, it uses RML, which is Roland’s own little language. There seems to be an avid community of modders that replace the controller inside with a custom board that can interface with commercially available CNC driver software.
I see how this machine can be very helpful and intuitive for model makers and designers who don’t have an engineering background, and I definitely see how it would be useful in making super fine molds for casting plastic parts. What I’d like to get squared away in the next few days is how to persuade it to go to a known spot for a tool change, something which the Media Lab tutorial I linked to at the start seems to hand wave. Once that’s done, then I will definitely consider trying a few actual molds. Maybe it’s time to stock up on that high density polyurethane board stuff…
However, I definitely should play with the EZ-Traks some more. I think my preferred realm still leans towards using a machine with more cast iron.






